چرا سازندگان موتور به هسته های آماده برای نصب روی می آورند؟
فراتر از لمینیت های فردی: موردی برای مجموعه های هسته تمام شده
برای دههها، سازندگان موتور، لمینیتهای جداگانه تهیه میکردند و تمام عملیاتهای انباشتگی، همترازی، و بست را در داخل مدیریت میکردند. در حالی که این رویکرد حداکثر انعطافپذیری را ارائه میکرد، پیچیدگی قابلتوجهی را نیز به همراه داشت: هماهنگی چندین فرآیند فرعی، حفظ ابزار برای هر مرحله مونتاژ، آموزش اپراتورها در تکنیکهای متنوع، و مدیریت کیفیت در هر مرحله قبل از ظهور یک هسته قابل استفاده. از آنجایی که چرخه های توسعه محصول فشرده می شود و زنجیره های تامین نیاز به تخصص بیشتری دارند، مدل کارآمدتری به کار گرفته شده است - مدلی که حول محورهای آماده برای نصب و مجموعه های هسته موتور نهایی ساخته شده است که به طور کامل پردازش شده و بلافاصله قابل استفاده به خط تولید می رسند.
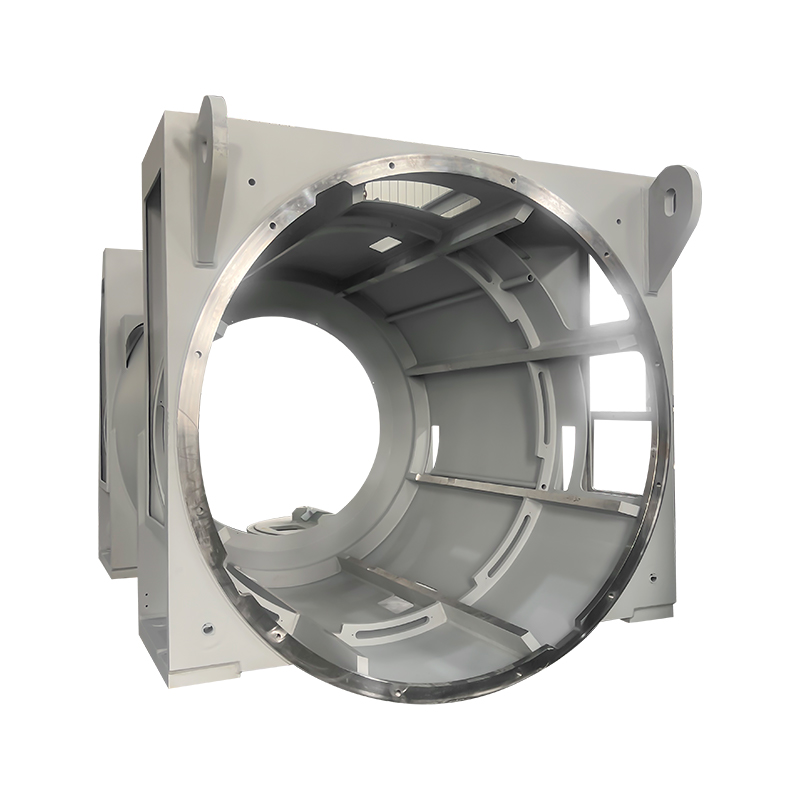
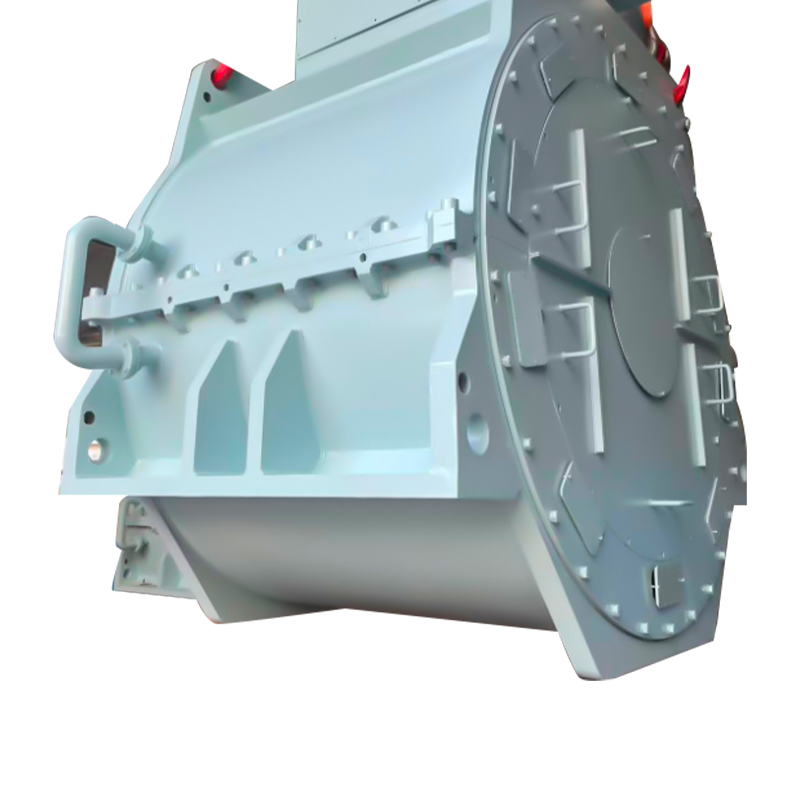
این تغییر صرفاً یک موضوع راحت نیست. این نشان دهنده یک تغییر اساسی در نحوه تخصیص منابع مهندسی، مدیریت ریسک و سرعت بخشیدن به زمان عرضه توسط سازندگان موتور است. هنگامی که هسته - حیاتی ترین عنصر مغناطیسی و مکانیکی هر موتور الکتریکی یا ژنراتور - به عنوان یک ساختار پایدار و بهینه به جای انبوهی از لایه های شل ارائه می شود، هر مرحله بعدی از مونتاژ موتور سریع تر، تکرارپذیرتر و کنترل کیفیت آسان تر می شود. درک آنچه برای تولید این مجموعه ها انجام می شود، و نحوه انتخاب شریک مناسب برای آنها، اکنون یک اولویت استراتژیک برای تیم های مهندسی و تدارکات در سراسر صنعت ساخت موتور است.
هسته های آماده برای نصب در واقع شامل چه مواردی هستند
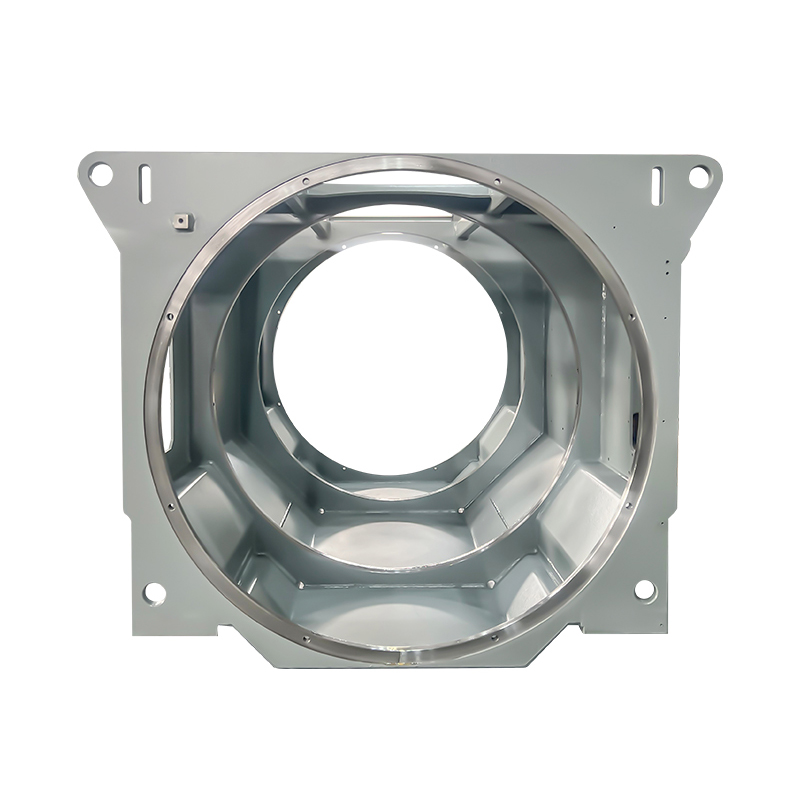
اصطلاح هسته های تمام شده آماده برای نصب طیف وسیعی از محصولات قابل تحویل را در بر می گیرد که همه با این اصل متحد شده اند که هسته در حالتی به مرکز مشتری می رسد که نیازی به پردازش ساختاری بیشتر قبل از شروع مونتاژ ندارد. در سطح پایه، این به معنی یک بسته لمینیت دقیقاً روی هم چیده شده و چسبانده شده است - اما در عمل، محدوده آنچه "تمام شده" شامل می شود بسته به نوع موتور، کاربرد و نیازهای مشتری به طور قابل توجهی متفاوت است.
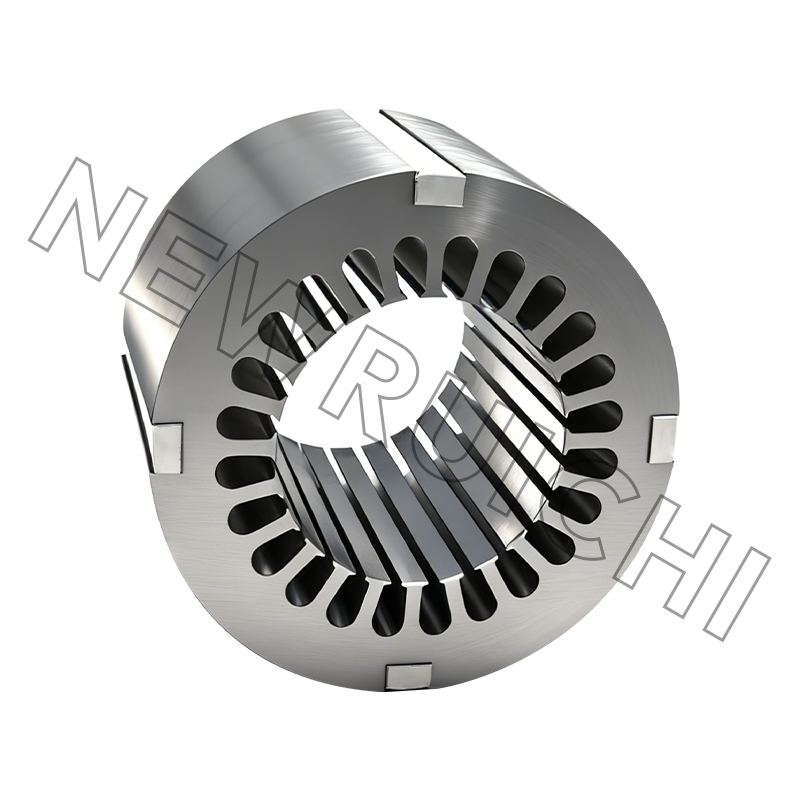
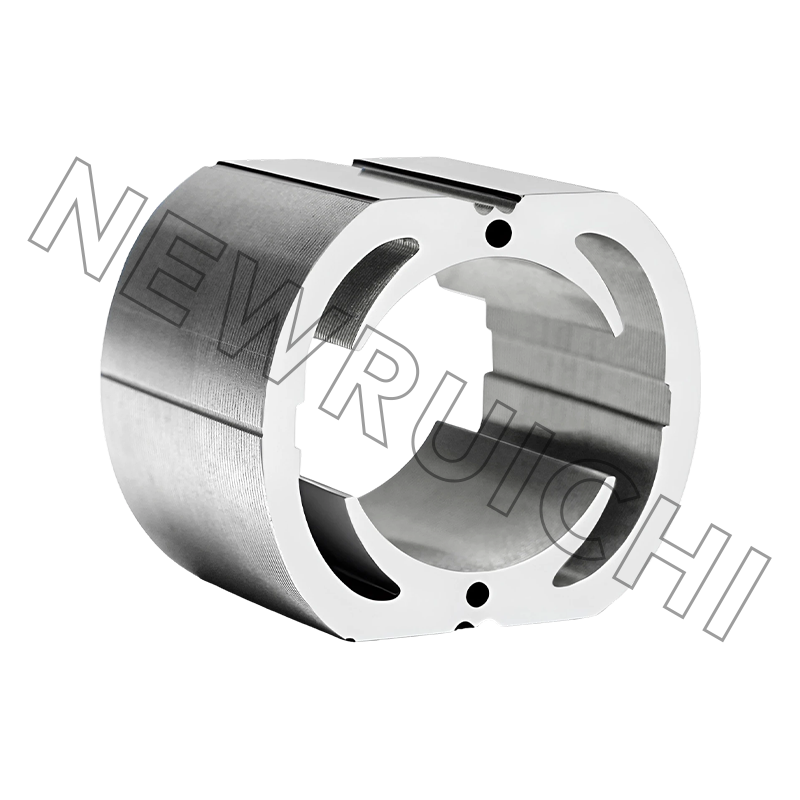
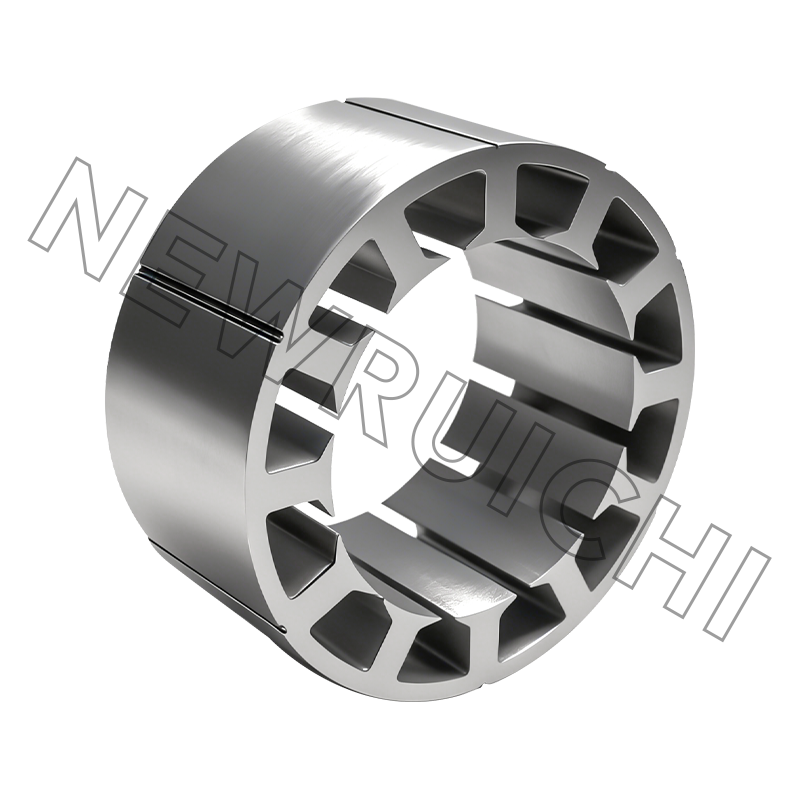
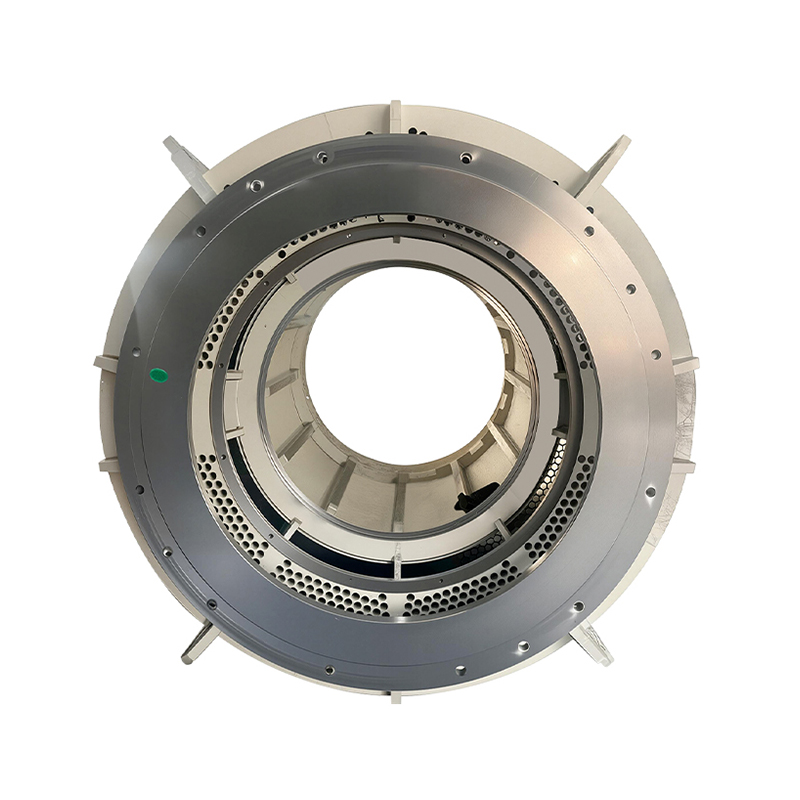
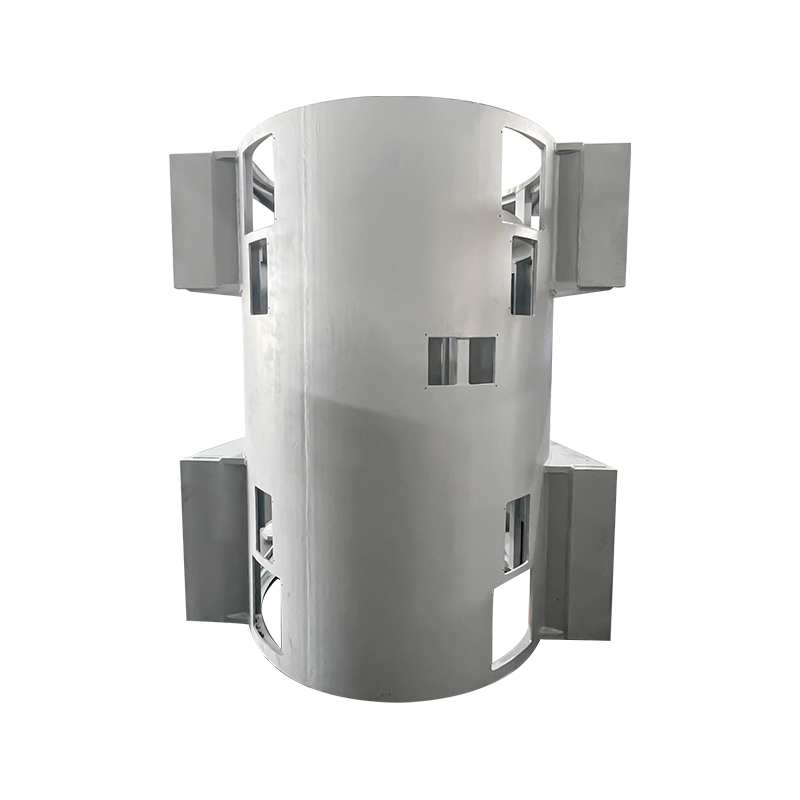
یک هسته تمام شده کاملاً محقق شده معمولاً چندین مرحله فرآیند را ادغام می کند که در غیر این صورت به تولید کننده موتور می رسد. انباشتن لایههای جداگانه را در جهتهای چرخشی و محوری دقیق تراز میکند تا به ارتفاع پشته هدف و تقارن مغناطیسی دست یابد. پرچ کردن به طور مکانیکی پشته لمینیت را با نیروی گیره بالا قفل می کند و ثبات ابعادی را تحت ارتعاش و چرخه حرارتی عملکرد موتور تضمین می کند. جوشکاری که در امتداد محیط بیرونی یا در نقاط جوش تعیین شده اعمال میشود، یکپارچگی ساختاری بیشتری را برای کاربردهای با تنش بالا میافزاید. چسباندن - با استفاده از چسب های تخصصی بین لایه های لمینیت - به طور فزاینده ای برای کاربردهای حساس به سر و صدا مشخص می شود، زیرا لرزش میکرو بین لایه ها را که به صدای موتور شنیدنی و از دست دادن آهن کمک می کند، حذف می کند. ترکیبی از این تکنیکها، انتخاب شده و با توجه به الزامات طراحی خاص، آن چیزی است که یک پشته شل از فولاد الکتریکی را به یک ساختار هسته مغناطیسی پایدار و بهینه تبدیل میکند.
فرآیندهای مونتاژ هسته: انباشته کردن، پرچ کردن، جوشکاری و باندینگ
هر یک از چهار فرآیند مونتاژ اولیه مجموعه ای متمایز و غیر قابل تعویض از خواص را به هسته نهایی کمک می کند. انتخاب ترکیب مناسب - یا درک اینکه چرا یک تامین کننده یک رویکرد خاص را مشخص کرده است - نیاز به وضوح در مورد آنچه هر فرآیند به دست می آورد و چه مبادلاتی را معرفی می کند، دارد.
انباشتگی و کنترل جهت گیری
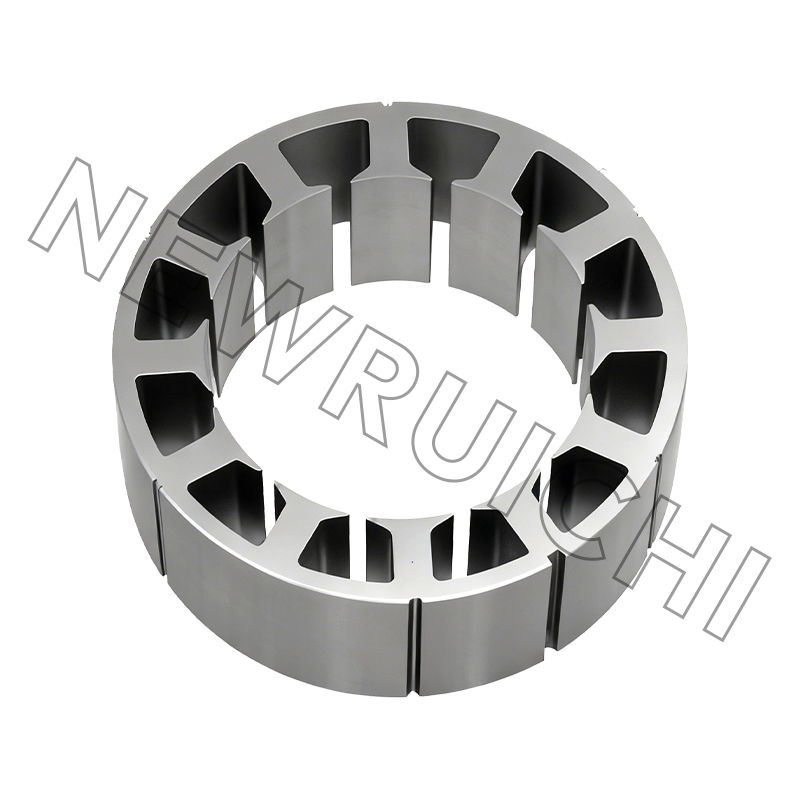
انباشتن دقیق پایه و اساس هر فرآیند مونتاژ هسته است. لمینیت ها باید در تلورانس های زاویه ای و محوری محکم تراز شوند تا اطمینان حاصل شود که هندسه شکاف ها، پروفیل های دندانی و ابعاد یوک در سرتاسر ارتفاع پشته یکسان هستند. حتی ناهماهنگی جزئی در صدها لایه لایه جمع می شود و سطوح پلکانی ایجاد می کند که درج سیم پیچ را پیچیده می کند و یکنواختی شار مغناطیسی را کاهش می دهد. سیستمهای انباشته خودکار با همترازی هدایتشونده بینایی و اندازهگیری ارتفاع در حین فرآیند در تولید حجم بالا مجموعههای هسته نهایی موتور برای حفظ تحملهایی استفاده میشوند که انباشته دستی نمیتواند به طور قابل اعتماد به آن دست یابد.
پرچین برای یکپارچگی مکانیکی
پرچ ها پرچ های فولادی یا آلومینیومی را از سوراخ های از پیش پانچ شده در پشته لمینیت عبور می دهد و انتهای پرچ ها را تحت نیروی کنترل شده تغییر شکل می دهد و یک مجموعه گیره ای ایجاد می کند که در برابر جداسازی محوری و حرکت نسبی لمینیت مقاومت می کند. این فرآیند سریع، مقرون به صرفه است و به طور گسترده در هندسه هسته استاتور و روتور قابل استفاده است. الگوی پرچ، مواد و نیروی گیره برای حفظ یکپارچگی پشته بدون ایجاد مسیرهای اتصال کوتاه بین لایهها طراحی شدهاند - یک ملاحظات کلیدی عملکرد الکترومغناطیسی که باید در برابر الزامات مکانیکی در هر طراحی متعادل شود.
جوشکاری برای کاربردهای پر استرس
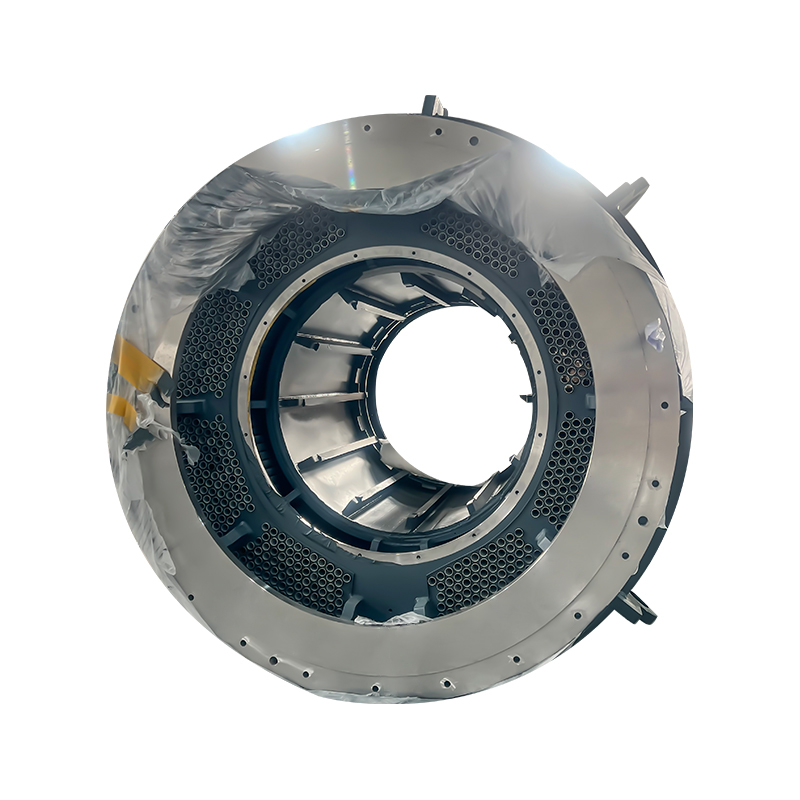
جوشکاری لیزری و جوشکاری TIG در امتداد قطر خارجی هستههای استاتور یا در امتداد خطوط جوش محوری روی هستههای روتور، استحکام اتصال بالاتری نسبت به پرچ به تنهایی ایجاد میکند و مجموعههای جوش داده شده را به انتخاب ارجح برای موتورهای پرسرعت، کاربردهای کششی و محیطهایی که در معرض ارتعاش شدید قرار دارند تبدیل میکند. عمق نفوذ جوش، هندسه مهره و حرارت ورودی به شدت کنترل می شود تا اعوجاج حرارتی به حداقل برسد و از تشکیل پل های رسانای بین لایه ای جلوگیری شود که تلفات جریان گردابی را افزایش می دهد.
اتصال برای بهینه سازی نویز و کارایی
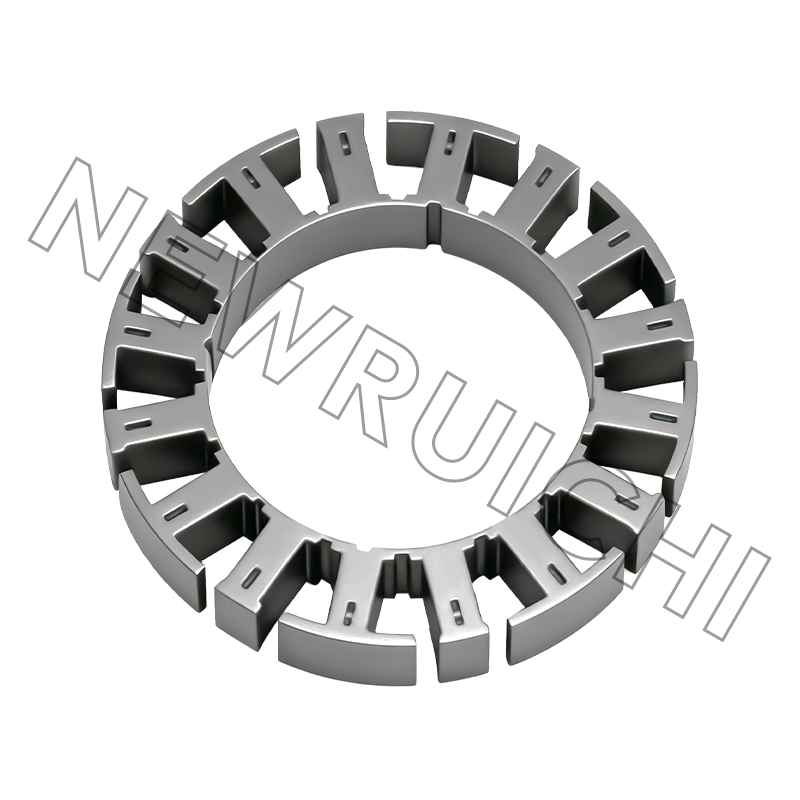
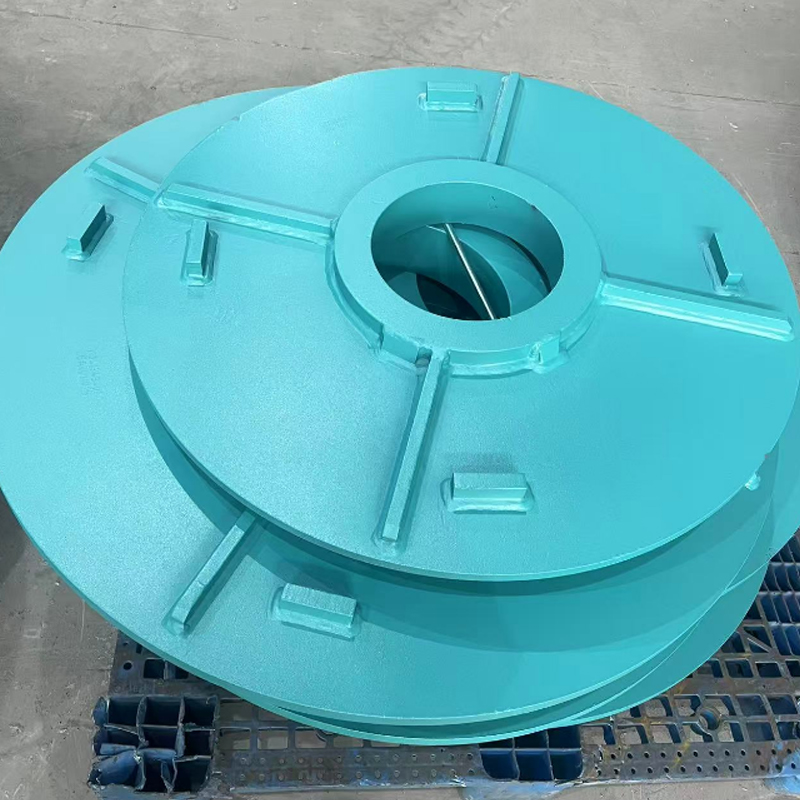
چسباندن چسب بین لایههای لایهای - با استفاده از چسبهای ساختاری پختشده با حرارت یا اشعه ماوراء بنفش - رابطهای تماس مکانیکی را که منبع اصلی نویز ناشی از ارتعاش در هستههای پرچ شده یا جوششده معمولی هستند، حذف میکند. هسته های پیوندی نیز تنش گیره را به طور یکنواخت در سطح ورقه ورقه توزیع می کنند نه اینکه آن را در نقاط پرچ یا جوش متمرکز کنند و افزایش موضعی ناشی از تنش در وادارندگی مغناطیسی را کاهش می دهند. برای موتورهای کششی EV ممتاز، موتورهای کمپرسور تهویه مطبوع، و درایوهای سروو دقیق، هستههای آماده نصب شده به هم چسبیده، بهبودهای قابل اندازهگیری را در عملکرد صوتی و راندمان کلی موتور ارائه میکنند.
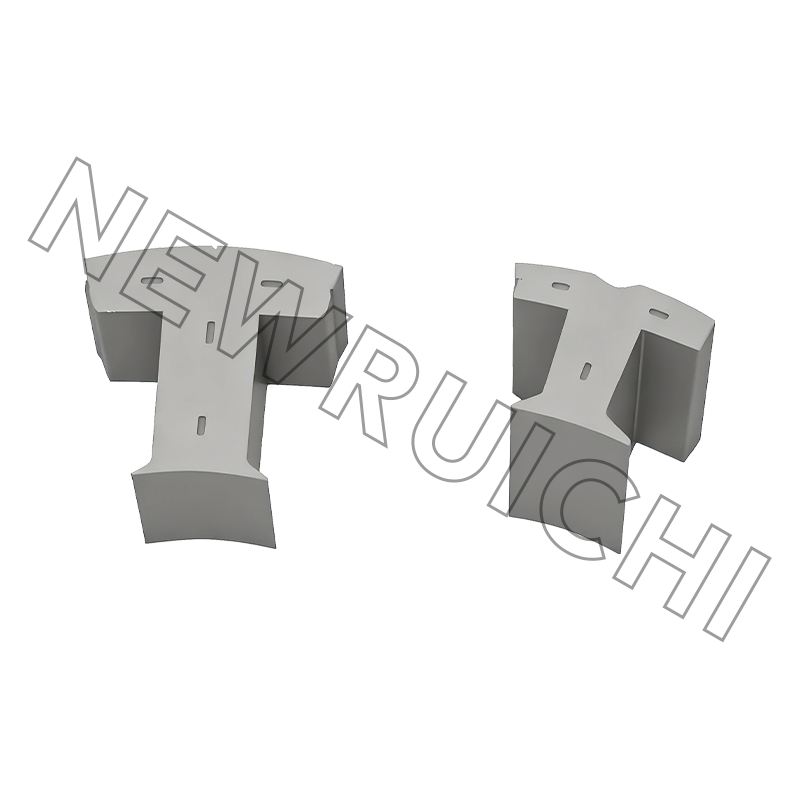
افزودنی های اختیاری: مونتاژ شفت و درمان عایق
فراتر از فرآیندهای اتصال هسته، تامین کنندگان مجموعه های هسته موتور تمام شده به طور فزاینده ای خدمات افزودنی یکپارچه ای را ارائه می دهد که حجم کاری مونتاژ داخلی مشتری را بیشتر فشرده می کند. دو تا از تاثیرگذارترین گزینه ها مونتاژ شفت و عملیات عایق هستند – که هر دو، زمانی که در سطح تامین کننده اصلی انجام می شوند، کل مراحل فرآیند را از خط تولید سازنده موتور حذف می کنند.
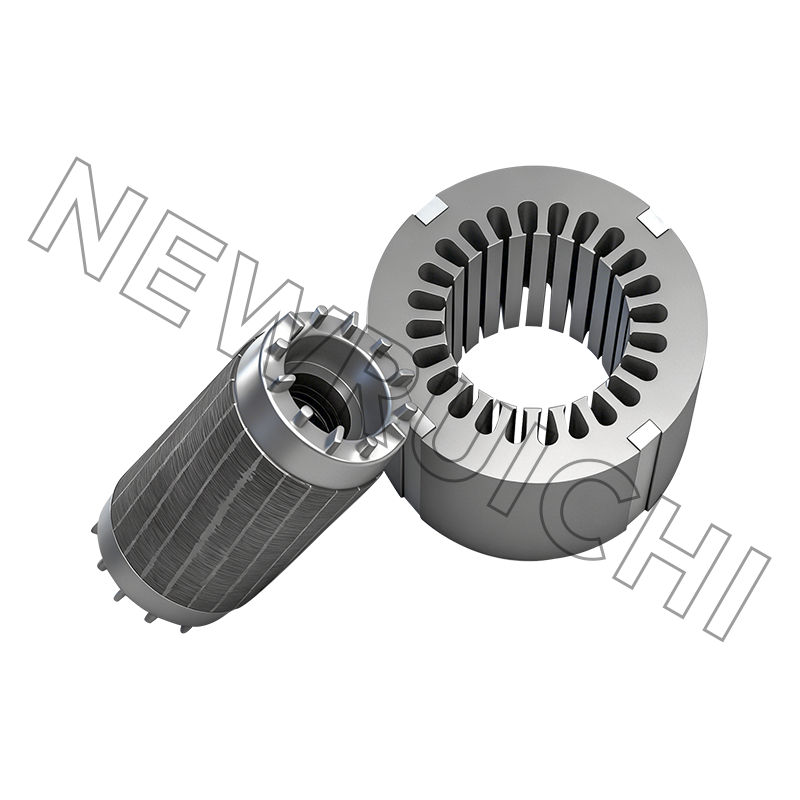
- مونتاژ شفت: فشار دادن یا قرار دادن هسته روتور بر روی شفت موتور به کنترل دقیق تداخل، تجهیزات پرس تخصصی و مدیریت حرارتی دقیق برای جلوگیری از آسیب لمینیت نیاز دارد. هنگامی که تامین کننده اصلی این عملیات را انجام می دهد، مشتری یک زیرمجموعه روتور متعادل آماده برای نصب بلبرینگ دریافت می کند - فرآیندی از نظر فنی را از خط مونتاژ حذف می کند که ممکن است فاقد ابزار تخصصی برای اجرای قابل اعتماد آن در مقیاس باشد.
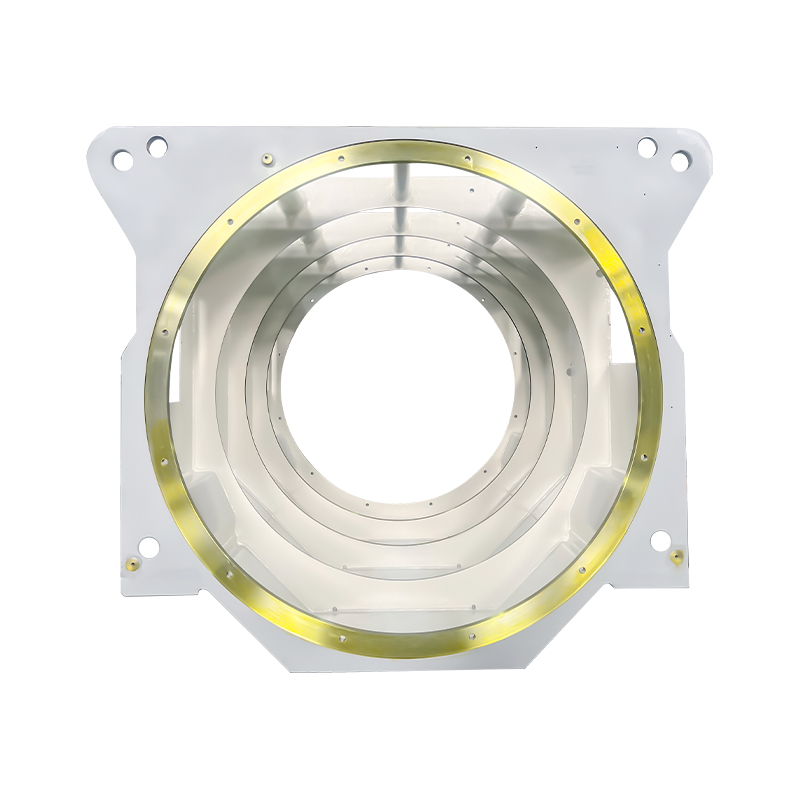
- درمان عایق: عایق شکافی - چه به عنوان کاغذ عایق از پیش ساخته شده، پوشش پودری یا اشباع اپوکسی مایع - از هادی های سیم پیچ در برابر تماس الکتریکی با فولاد هسته محافظت می کند و مانع دی الکتریک مورد نیاز برای قابلیت اطمینان طولانی مدت موتور را فراهم می کند. دریافت هستههایی با عایق شکافی که قبلاً اعمال شده است به اپراتورهای سیمپیچ اجازه میدهد تا بلافاصله وارد کردن کویل را آغاز کنند، بدون یک مرحله آمادهسازی عایق میانی که در غیر این صورت نیاز به تجهیزات جداگانه و تأیید کیفیت دارد.
- عملیات سطحی و پوشش: پوششهای ضد خوردگی، تکمیل رنگ، یا آنودایز کردن میتوانند قبل از تحویل روی مجموعه هسته اعمال شوند، عملیات جابجایی و پوشاندن در محل مونتاژ موتور را حذف کرده و از یک پوشش آرایشی و محافظتی ثابت در هر واحد اطمینان حاصل شود.
- تایید ابعادی و مغناطیسی: گزارشهای بازرسی قبل از ارسال - از جمله ارتفاع پشته، قطر سوراخ، تمرکز، و دادههای تلفات هسته اندازهگیری شده - به تولیدکنندگان موتور اسناد کیفیت ورودی مورد نیاز برای پذیرش مستقیم مجموعهها در تولید بدون مراحل بازرسی اضافی را میدهد.
چگونه مجموعههای هسته تمامشده جدول زمانی راهاندازی محصول را کوتاه میکنند
یکی از قانعکنندهترین استدلالها برای یافتن هستههای آماده برای نصب و مجموعههای هسته تمامشده موتور، تأثیر مستقیم بر سرعت توسعه محصول جدید است. هنگامی که تولیدکنندگان موتور مسئولیت تمام مراحل پردازش اصلی را به صورت داخلی بر عهده دارند، هر طراحی محصول جدید مستلزم صلاحیت اتصالات انباشته، ابزار پرچ، پارامترهای جوشکاری، و فرآیندهای کاربرد عایق است - یک بار اعتبارسنجی که میتواند هفتهها یا ماهها قبل از مونتاژ یک نمونه اولیه با هدف تولید، به برنامه توسعه اضافه کند.
برون سپاری این پیچیدگی به یک تامین کننده باتجربه مونتاژ هسته، این بارهای صلاحیتی را به تاسیساتی با فرآیندهای تثبیت شده، تجهیزات معتبر و تیم های مهندسی اختصاصی منتقل می کند. سازنده موتور مجموعههای تمامشدهای را دریافت میکند که قبلاً ویژگیهای بعدی و مغناطیسی را پشت سر گذاشتهاند و پیشرفت فوری به سمت سیمپیچ، آغشتهسازی و آزمایش در سطح سیستم را ممکن میسازد. تغییرات طراحی تکراری - تنظیمات هندسه شیارها، تغییرات ارتفاع پشته، یا ارتقاء درجه مواد - را می توان به سرعت بدون نیاز به تولید کننده موتور برای صلاحیت مجدد ابزار داخلی انجام داد. این چابکی بهویژه در بازارهای رقابتی که توانایی رساندن طراحی موتور جدید از نمونه اولیه به تولید در کوتاهترین زمان ممکن، یک مزیت تجاری مستقیم است، ارزشمند است.
مقایسه مدل های عرضه: لمینیت های شل در مقابل مجموعه های تمام شده
تصمیم بین تامین ورقههای شل و تامین مجموعههای هسته موتور تمامشده در نهایت یک تصمیم استراتژیک است که توانایی داخلی، حجم تولید، الزامات کنترل کیفیت و ریسک زنجیره تامین را متعادل میکند. جدول زیر تفاوتهای کلیدی بین دو مدل عرضه را در ابعاد مرتبط با سازندگان موتور خلاصه میکند:
| بعد | لمینیت های شل | مجموعه های هسته موتور تمام شده |
| ابزار داخلی مورد نیاز است | بالا - انباشته کردن، پرچ کردن، اتصالات جوش همه مورد نیاز است | کم - ابزار مدیریت شده توسط تامین کننده |
| پیچیدگی خط مونتاژ | بالا - چندین مرحله فرآیند قبل از سیم پیچ مورد نیاز است | هسته کم - آماده برای استفاده فوری تحویل داده می شود |
| نقاط کنترل کیفیت | بسیاری - هر مرحله فرآیند داخلی باید تأیید شود | کمتر - قبل از حمل و نقل توسط تامین کننده تأیید شده است |
| سرعت عرضه محصول جدید | کندتر - صلاحیت فرآیند داخلی مورد نیاز است | سریعتر - تامین کننده صلاحیت را کنترل می کند |
| مناسب برای حجم های کم تا متوسط | کمتر کارآمد - هزینه ثابت بالا در هر واحد | مناسب - بدون نیاز به سرمایه گذاری ابزار ثابت |
| انعطاف پذیری طراحی | کنترل کامل داخلی روی پارامترهای فرآیند بالا | بالا - تغییرات به صورت مشترک با تامین کننده اجرا شده است |
انتخاب شریک مونتاژ هسته تمام شده مناسب
کیفیت یک مجموعه هسته موتور تمام شده از قابلیت ها و نظم فرآیند تامین کننده تولید کننده آن جدا نیست. ارزیابی یک شریک بالقوه مستلزم نگاهی فراتر از قیمت و زمان پیشروی برای ارزیابی عمق قابلیت فنی آنها در سراسر زنجیره کامل فرآیند مونتاژ است. معیارهای کلیدی شامل طیف وسیعی از فناوریهای اتصال در دسترس است - عرضهکنندهای که فقط پرچ را ارائه میکند نمیتواند کاربردهایی را که از نظر فنی به اتصال یا جوشکاری نیاز است ارائه دهد - و همچنین دقت و تکرارپذیری سیستمهای انباشتگی و تراز، رویکرد آنها به نظارت بر کیفیت در حین فرآیند، و توانایی آنها برای ارائه دادههای عملکرد ابعادی و مغناطیسی مستند با هر محموله.
قابلیت پشتیبانی مهندسی تامین کننده به همان اندازه مهم است. بهترین تامینکنندگان هستههای آماده برای نصب به عنوان شرکای طراحی مشترک عمل میکنند، و ورودیهایی را در مورد هندسه لایهگذاری، بهینهسازی ارتفاع پشته، انتخاب فرآیند و انتخاب درجه مواد در مرحله توسعه موتور ارائه میکنند - نه فقط اجرای یک نقشه ثابت پس از منجمد شدن طرح. این مشارکت اولیه، طرحهایی را قادر میسازد که هم برای عملکرد موتور و هم برای راندمان تولید بهینهسازی شدهاند و هزینه و زمان مرتبط با تکرارهای طراحی را کاهش میدهند که میتوانست با مشارکت تامینکننده قبلی پیشبینی شود. برای سازندگان موتور متعهد به کوتاهتر کردن زمانبندی عرضه محصول و بهبود قوام مجموعههای نهایی خود، انتخاب تامینکنندهای با این عمق از قابلیت یکی از تصمیمهای اهرمی بالا در فرآیند خرید است.

آدرس ایمیل شما منتشر نخواهد شد. فیلدهای الزامی با * علامت گذاری شده اند



![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() تلفن/تلفن:
+86-18861576796 +86-18261588866
تلفن/تلفن:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
حق چاپ © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
تولید کنندگان هسته های استاتور و روتور
