راهنمای کویل های فولادی سیلیکونی و انبساط حرارتی
چرا انبساط حرارتی یک متغیر حیاتی در کاربردهای فولاد سیلیکونی است؟
وقتی مهندسان موادی را برای هستههای موتور الکتریکی، لایهبندیهای ترانسفورماتور و استاتورهای ژنراتور انتخاب میکنند، ویژگیهای الکترومغناطیسی مانند تلفات هسته و نفوذپذیری مغناطیسی بر گفتگو غالب میشوند. با این حال، یک ویژگی مکانیکی به طور مداوم تعیین می کند که آیا یک مدار مغناطیسی خوب طراحی شده در طول عمر مفید خود به طور قابل اعتماد عمل می کند: ضریب فولاد انبساط حرارتی . برای کویل های فولادی سیلیکونی درک انبساط حرارتی که به صورت پشتههای لمینیت پردازش میشود، یک نگرانی ثانویه نیست - برای پایداری ابعادی، تناسب مونتاژ و قوام الکترومغناطیسی طولانیمدت اساسی است.
ضریب انبساط حرارتی (CTE) توصیف میکند که یک ماده برای هر درجه تغییر دما چقدر در واحد طول منبسط یا منقبض میشود که بر حسب واحد میکرومتر/(m·°C) یا 10-6/°C بیان میشود. برای فولاد کربن استاندارد، CTE تقریباً است 11-12 × 10-6/°C . فولاد سیلیکونی - آهن آلیاژ شده با 1.5 تا 4.5٪ سیلیکون - CTE کمی پایین تر از خود نشان می دهد، معمولاً در محدوده 10-11.5 × 10-6/°C بسته به محتوای سیلیکون و جهت دانه. این کاهش، اگرچه به صورت مطلق اندک است، اما زمانی که پشتههای لمینیت در محدودههای دمایی وسیعی کار میکنند، پیامدهای قابل اندازهگیری دارد، همانطور که در موتورهای کششی برای وسایل نقلیه الکتریکی یا ترانسفورماتورهای قدرت بزرگ در معرض چرخه بار است.
چگونه محتوای سیلیکون ضریب انبساط حرارتی فولاد را تغییر میدهد
افزودن سیلیکون به آهن یک هدف دوگانه دارد: آنها مقاومت الکتریکی را افزایش می دهند (کاهش تلفات جریان گردابی) و ساختار شبکه کریستالی را به گونه ای تغییر می دهند که بر ناهمسانگردی مغناطیسی و رفتار حرارتی تأثیر می گذارد. با افزایش محتوای سیلیکون از 1٪ به 4.5٪، CTE آلیاژ به تدریج کاهش می یابد. این امر به این دلیل اتفاق میافتد که اتمهای سیلیکون کوچکتر از اتمهای آهن هستند، شبکه مکعبی (BCC) را منحرف میکنند و پیوندهای بین اتمی را سفت میکنند و دامنه ارتعاشات اتمی ناشی از حرارت را کاهش میدهند.
تنوع CTE در سطوح فولاد سیلیکونی
| مواد | محتوای Si (%) | CTE (×10⁻6/°C) | استفاده معمولی |
|---|---|---|---|
| فولاد کم کربن | 0 | 11.7-12.0 | ساختاری کلی |
| فولاد سیلیکونی غیر گرا (عیار پایین) | 1.5-2.5 | 11.0-11.5 | موتورهای کوچک، بالاست |
| فولاد سیلیکونی غیر گرا (عیار بالا) | 2.5-3.5 | 10.5-11.0 | موتورهای کششی EV، ژنراتورها |
| فولاد سیلیکونی دانه گرا (GO) | 3.0-3.5 | 10.0-10.8 | ترانسفورماتورهای قدرت و توزیع |
| GO با نفوذپذیری بالا (HiB) | 3.0-3.5 | 10.0-10.5 | ترانسفورماتورهای قدرت بزرگ |
جهت اندازه گیری نیز برای نمرات دانه گرا اهمیت دارد. از آنجایی که بافت Goss دانهها را عمدتاً در جهت غلتش قرار میدهد، CTE در جهت غلتش و جهت عرضی کمی متفاوت است - معمولاً 0.3-0.5 × 10-6/°C. این ناهمسانگردی باید هنگام طراحی هستههای ترانسفورماتور مونتاژ شده از نوارهایی که در زوایای مختلف بریده شدهاند در نظر گرفته شود، زیرا انبساط دیفرانسیل تحت چرخه بار میتواند باعث ایجاد تنش بین لایهای و تسریع خستگی پوشش عایق شود.
پیامدهای عملی انبساط حرارتی در مجموعه پشته لمینیت
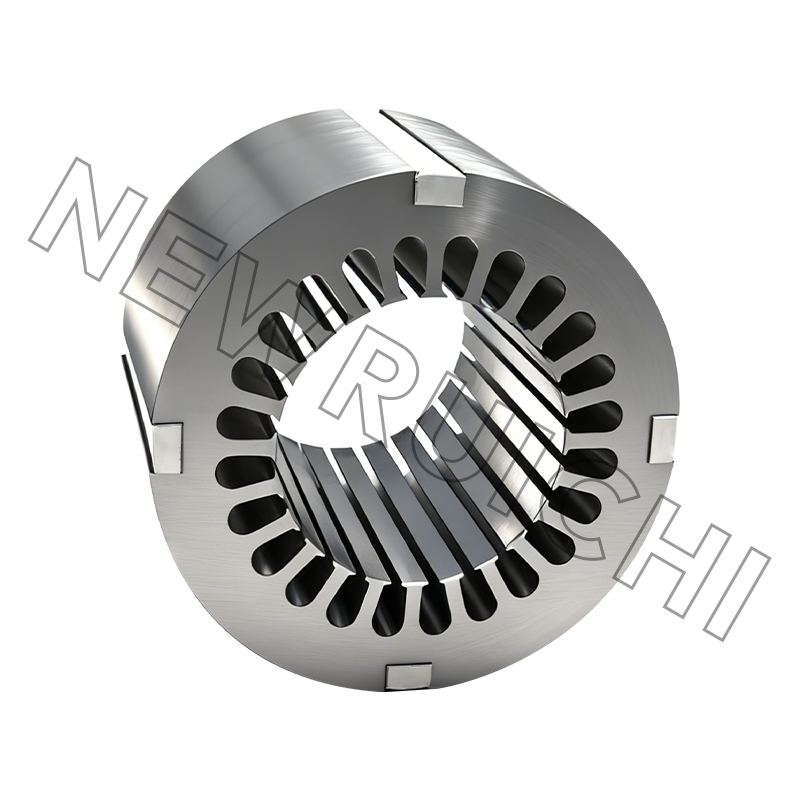
یک پشته لمینیت برای یک موتور کششی پرسرعت EV ممکن است شامل 150 تا 400 لایه لایه جداگانه باشد که هر یک از آنها پانچ شده است. کویل های فولادی سیلیکونی و با دقت روی هم چیده شده تا هسته استاتور یا روتور را تشکیل دهد. در حین کار موتور، گرمایش مقاومتی در سیمپیچها و تلفات هسته در لایههای لایه، دمای هسته را 60 تا 120 درجه سانتیگراد بالاتر از محیط، بسته به بار و طراحی سیستم خنککننده، افزایش میدهد. در طول این افزایش دما، هر ورقه ورقه مطابق با منبسط می شود ضریب فولاد انبساط حرارتی و رشد محوری تجمعی پشته باید با طراحی مسکن مطابقت داده شود.
برای یک پشته محوری 200 میلی متری با استفاده از فولاد سیلیکونی با CTE 10.8 × 10-6/°C و افزایش دما 100 درجه سانتی گراد، کل انبساط محوری تقریباً است. 0.216 میلی متر . اگرچه این ممکن است ناچیز به نظر برسد، اما مستقیماً بر تناسب تداخل بین پشته لمینیت و محفظه موتور تأثیر میگذارد - تناسبی که باید به اندازه کافی محکم بماند تا از لغزش تحت گشتاور جلوگیری کند و در عین حال استرس مخرب حلقه را در طول چرخه حرارتی تحمیل نکند. مهندسانی که مجموعههای پرس فیت یا شرینک فیت را طراحی میکنند باید انبساط دیفرانسیل بین هسته فولادی سیلیکونی و محفظه آلومینیومی یا چدنی (که دارای CTE به طور قابلتوجهی بالاتر از 21-24 × 10-6/°C برای آلومینیوم است) را محاسبه کنند تا اطمینان حاصل شود که اتصال در تمام محدوده دمای عملیاتی پایدار میماند.
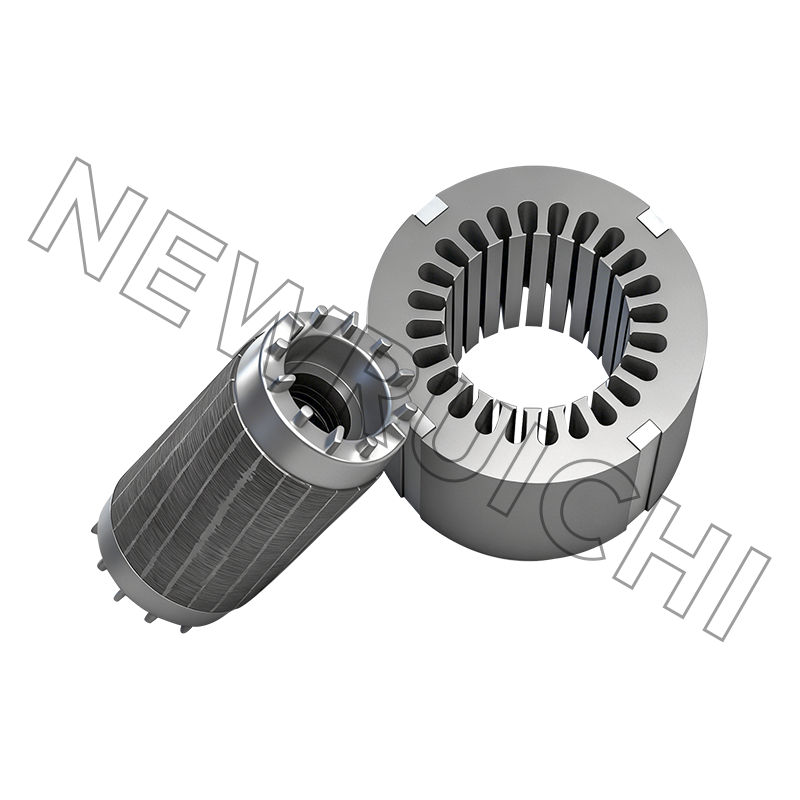
عدم تطابق انبساط حرارتی بین مواد هسته و مسکن
عدم تطابق CTE بین پشته های لایه لایه فولادی سیلیکونی و محفظه های موتور آلومینیومی یکی از رایج ترین منابع خستگی مکانیکی در قطعات پیشرانه EV است. در دمای عملیاتی، محفظه آلومینیومی تقریباً دو برابر هسته فولادی سیلیکونی منبسط می شود و تداخل اولیه را کاهش می دهد. اگر تناسب اولیه پرس مشخص نشده باشد، هسته می تواند در دماهای بالا شل شود و باعث ایجاد ارتعاش، سایش فرسایشی و در نهایت نویز شود که نشان دهنده خرابی سازه است. برعکس، اگر تناسب بیش از حد برای جبران آرامش حرارتی تعیین شود، تنش حلقه ای که بر پشته فولاد سیلیکونی در هنگام مونتاژ و در دماهای پایین اعمال می شود ممکن است باعث لایه لایه شدن یا ترک خوردن لبه های لایه لایه شود. دانش دقیق از ضریب فولاد انبساط حرارتی برای گرید فولاد سیلیکونی خاص که استفاده می شود - نه یک مقدار فولاد عمومی - بنابراین داده های ورودی ضروری برای محاسبات تحمل مسکن است.
چگونه برش و دقت برش متقاطع بر عملکرد حرارتی کویل های فولادی سیلیکونی تأثیر می گذارد
کیفیت از کویل های فولادی سیلیکونی همانطور که از فرآیند برش و برش متقاطع تحویل می شود، ارتباط مستقیمی با نحوه عملکرد حرارتی پشته های لمینیت در سرویس دارد. سه ویژگی کیفیت خاص - صافی، شرایط لبه، و تنش پسماند - با انبساط حرارتی تعامل دارند تا تعیین کنند که آیا یک لایه لایه مهر شده هندسه مورد نظر خود را در محدوده دمای عملیاتی حفظ میکند یا خیر.
- مجموعه صافی و کویل: کویل های فولادی سیلیکونی که مجموعه سیم پیچ بیش از حدی را حمل می کنند (انحنای مداوم از سیم پیچ) لایه های لایه ای را تولید می کنند که پس از خالی شدن کاملاً صاف نیستند. هنگامی که لمینیت با کمان باقیمانده روی هم چیده می شود و در یک هسته فشرده می شود، تماس بین لایه ای غیر یکنواخت است. در طول چرخه حرارتی، انبساط دیفرانسیل در مناطق تماس و غیر تماسی، حرکت نسبی میکروسکوپی را ایجاد می کند که به تدریج پوشش عایق را تخریب می کند، تلفات هسته را در طول زمان افزایش می دهد، و - در موارد شدید - باعث ایجاد صدای مغناطیسی شنیداری می شود.
- کیفیت لبه شکاف: ارتفاع سوراخ در لبه های شکاف مستقیماً فاصله بین لایه ای را در یک هسته انباشته تعیین می کند. سوراخهای زیاد شکافهای هوای موضعی ایجاد میکنند که ضریب انباشتگی موثر - نسبت مواد مغناطیسی واقعی به حجم کل پشته را کاهش میدهد. با گرم شدن و سرد شدن هسته، حرکت نسبی ناشی از حرارت بین لایهها میتواند باعث نفوذ نوکهای سوراخ به پوشش عایق روی لایههای مجاور شود و اتصال کوتاه الکتریکی ایجاد کند که تلفات جریان گردابی را بهطور چشمگیری افزایش میدهد و گرمایش موضعی را تسریع میکند.
- تنش پسماند ناشی از پردازش: برش سرد و برش متقاطع باعث ایجاد تنش های کششی و فشاری باقیمانده در لبه های بریده می شود. این تنشها نفوذپذیری مغناطیسی موضعی (اثر مغناطیسی الاستیک) را تغییر میدهند و با تنشهای ناشی از حرارت در طول عملیات برهمکنش میکنند تا توزیع شار غیریکنواخت را در لایهبندی ایجاد کنند. برای کاربردهای فرکانس بالا مانند موتورهای پرسرعت بالای 10000 دور در دقیقه، این عدم یکنواختی به طور قابل اندازه گیری تلفات هسته را افزایش می دهد و راندمان را کاهش می دهد.
عملیات شکاف حرفه ای هر سه مشکل را از طریق کنترل دقیق ترخیص تیغه (معمولاً 0.5 تا 1.5 درصد ضخامت مواد)، پاس های تراز کشش برای تصحیح مجموعه سیم پیچ قبل از شکاف، و جدا کردن لبه در صورت لزوم برطرف می کند. نتیجه این است کویل های فولادی سیلیکونی با عملکرد الکترومغناطیسی ثابت و مسطح بودن که مستقیماً به پشته های لمینیت با ثبات حرارتی و کم تلفات تبدیل می شود.
تعیین کویل های فولادی سیلیکونی برای کاربردهای گرما
هنگام تامین منابع کویل های فولادی سیلیکونی برای کاربردهایی که چرخه حرارتی شدید است - موتورهای کششی EV، موتورهای اینورتر با فرکانس بالا، ترانسفورماتورهای قدرت بزرگ یا ژنراتورهای صنعتی - مشخصات مواد باید به صراحت هر دو مورد نیازهای الکترومغناطیسی و مکانیکی حرارتی را مورد توجه قرار دهد. صرفاً تکیه بر نامگذاریهای درجه (مانند M270-35A یا 35W250) بدون تأیید دادههای CTE، نوع پوشش عایق و کیفیت پردازش تأمینکننده میتواند منجر به خرابیهای میدانی شود که ردیابی علت اصلی آن دشوار است.
پارامترهای زیر باید با تامین کننده فولاد سیلیکونی قبل از نهایی کردن انتخاب مواد برای طرح هایی که از نظر حرارتی نیاز دارند تأیید شود:
- مقدار CTE اندازه گیری شده برای درجه و ضخامت خاص: درخواست دادههای آزمایشی، نه تخمینهای کتابچه راهنمای کاربر، بهویژه برای گریدهای با سیلیکون بالا که در آنها تنوع محتوای سیلیکون دسته به دسته میتواند تغییر کند. ضریب فولاد انبساط حرارتی توسط 0.3-0.5 × 10-6/°C.
- درجه پایداری حرارتی پوشش عایق: پوششهای C2، C3، C4 و C5 از نظر مقاومت در برابر دمای بازپخت تنشزدایی (معمولاً 750 تا 850 درجه سانتیگراد) متفاوت هستند. اگر بازپخت پس از مهر زنی بخشی از فرآیند باشد، پوشش باید در چرخه حرارتی بدون کاهش چسبندگی یا مقاومت بین لایه ای زنده بماند.
- ضمانت تحمل صافی و ضریب انباشتگی: برای هسته های دقیق، حداکثر کمان مجاز در واحد طول و حداقل ضریب انباشتگی (به عنوان مثال، ≥97٪) را مشخص کنید تا از تماس بین لایه ای پایدار از نظر حرارتی در سراسر پشته اطمینان حاصل کنید.
- تحمل عرض شکاف و محدودیت ارتفاع سوراخ: تحمل عرض شکاف تنگ (0.05 ± میلی متر یا بهتر) و حداکثر ارتفاع سوراخ (معمولاً 0.02 میلی متر برای گیج های نازک) برای حفظ انباشتگی ثابت و جلوگیری از آسیب پوشش در طول چرخه حرارتی در سرویس ضروری است.
کار با تامینکنندهای که دانش عمیق مواد را با قابلیتهای برش و برش حرفهای ترکیب میکند، شکاف بین گواهینامه مواد و کیفیت کویل آماده برای فرآیند را از بین میبرد. زمانی که ضریب فولاد انبساط حرارتی از فولاد سیلیکونی شما دقیقاً شناخته شده است و شما کویل های فولادی سیلیکونی با صافی و کیفیت لبه تایید شده تحویل داده می شوند، انبساط حرارتی به یک متغیر طراحی قابل مدیریت تبدیل می شود تا یک منبع غیرقابل پیش بینی خرابی میدان.

آدرس ایمیل شما منتشر نخواهد شد. فیلدهای الزامی با * علامت گذاری شده اند



![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() تلفن/تلفن:
+86-18861576796 +86-18261588866
تلفن/تلفن:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
حق چاپ © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
تولید کنندگان هسته های استاتور و روتور
