سرو موتور استاتور هسته و روتور لمینیت
چرا هسته استاتور موتور عملکرد سیستم سروو را تعریف می کند؟
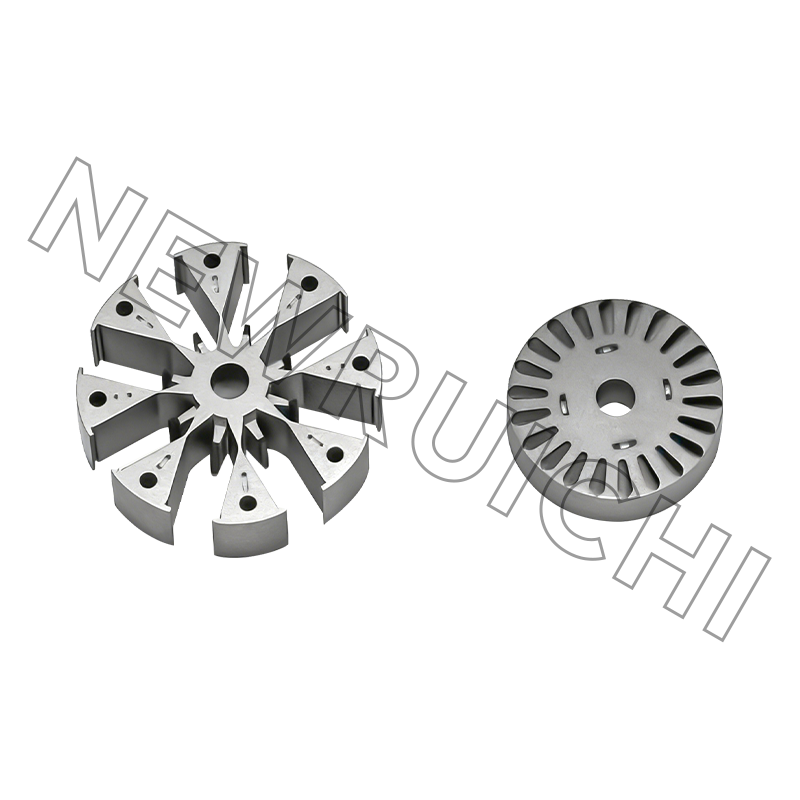
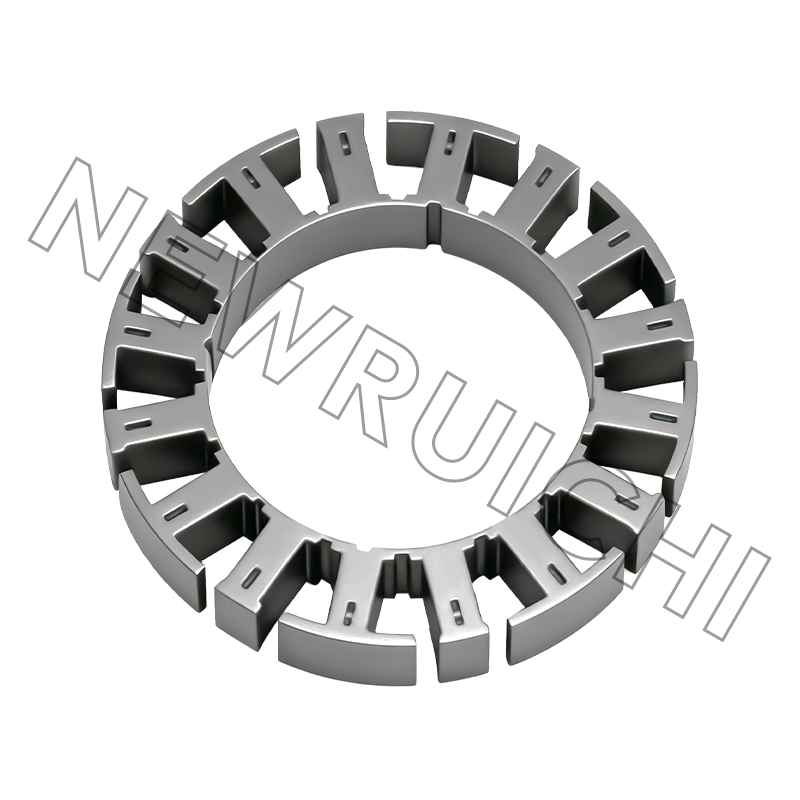
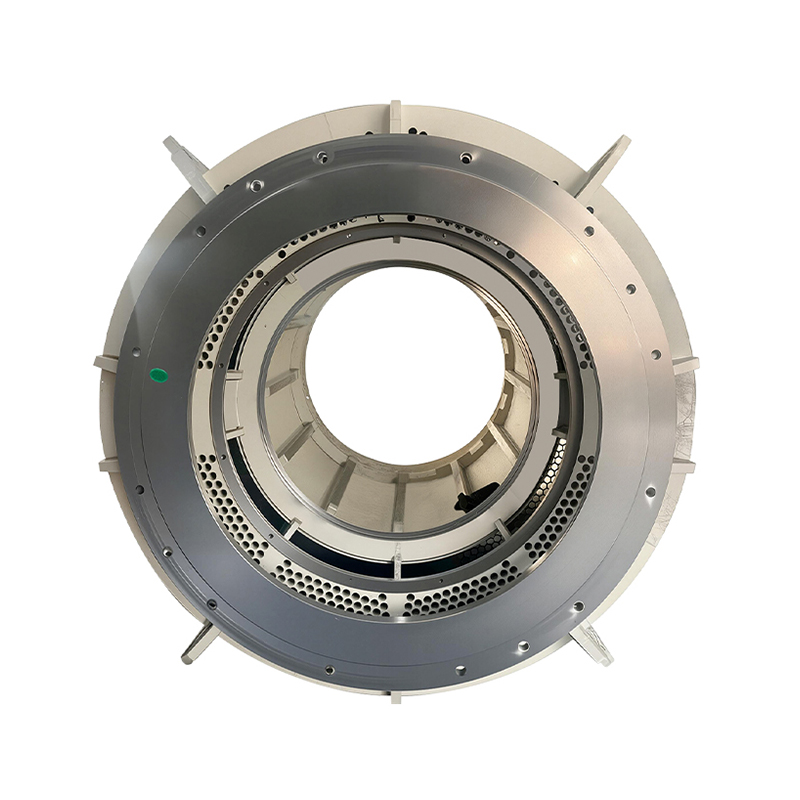
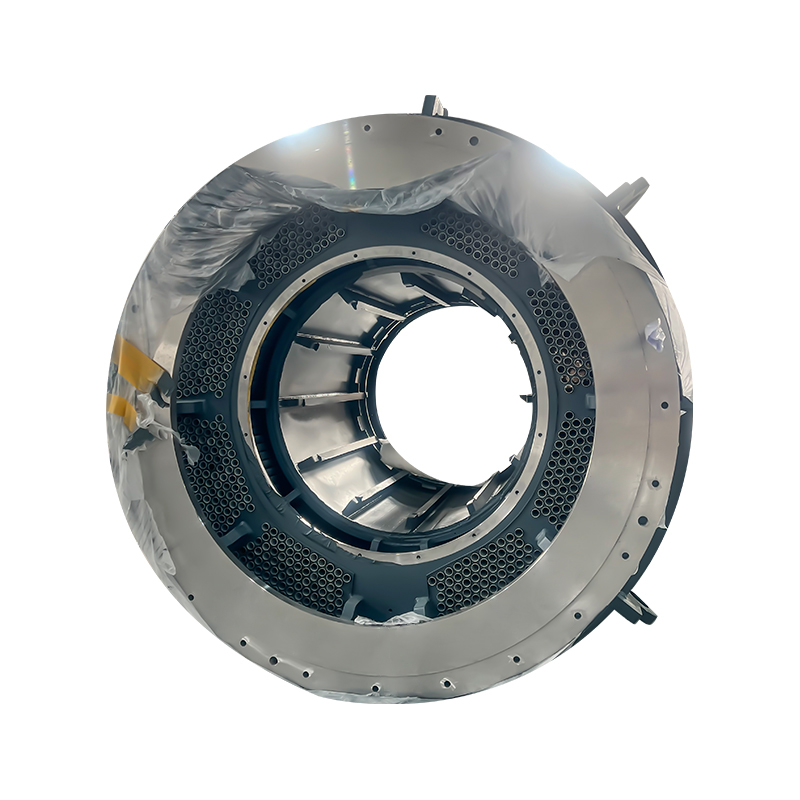
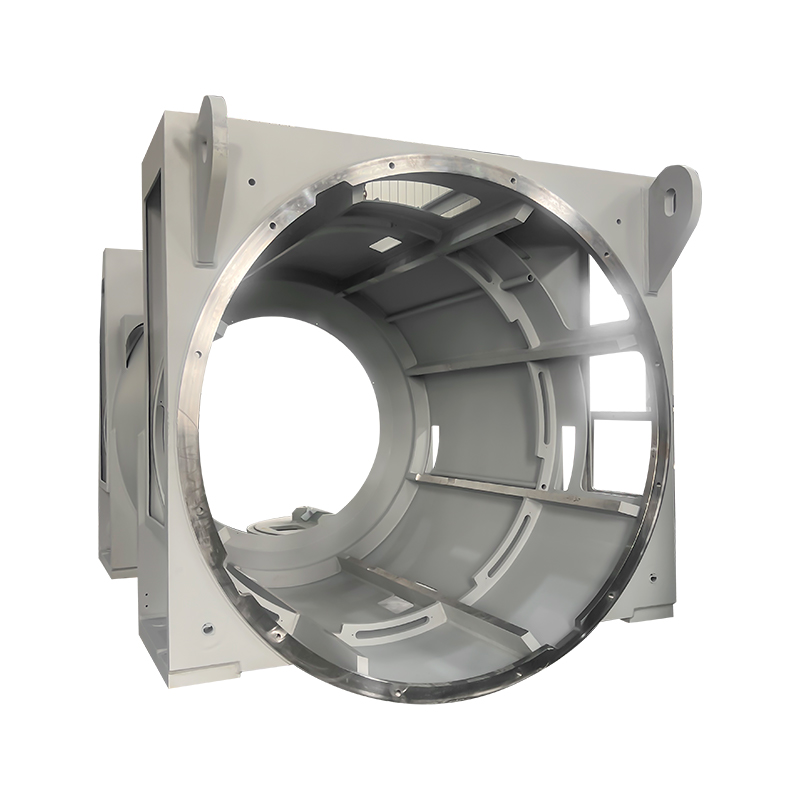
در هر سیستم حرکتی دقیق، سروو موتور به عنوان مفصل محرک عمل می کند - ورودی الکتریکی را به خروجی مکانیکی کنترل شده با پاسخ دهی در سطح میلی ثانیه تبدیل می کند. در مرکز این فرآیند تبدیل، هسته استاتور موتور قرار دارد: ساختار مغناطیسی ثابتی که میدان الکترومغناطیسی دوار را تولید می کند که روتور را به حرکت در می آورد. هندسه، خواص مواد و دقت ساخت آن در مجموع تعیین میکنند که تبدیل انرژی چقدر کارآمد و دقیق انجام میشود.
یک هسته استاتور که به خوبی طراحی شده است، کاری بیش از هدایت شار مغناطیسی انجام می دهد. توزیع فضایی آن شار را در طول شکاف هوا شکل میدهد و مستقیماً بر خطی بودن گشتاور، کیفیت شکل موج پشتی EMF و توانایی موتور برای حفظ کنترل دقیق موقعیت در شرایط بار مختلف تأثیر میگذارد. در بازوهای رباتیک، مراکز ماشینکاری CNC و خطوط مونتاژ خودکار چرخه بالا - محیطهایی که دقت موقعیت در آنها میکرومتر و زمان چرخه در میلیثانیه اندازهگیری میشود - هسته استاتور جزء کالا نیست. این یک عنصر عملکرد دقیق است.
سازندگانی که انتخاب و مشخصات هسته استاتور را بهعنوان یک تصمیم مهندسی بهجای خرید، در نظر میگیرند، پیوسته به نتایج بهتری در سطح سیستم دست مییابند: موج گشتاور کمتر، کاهش تجمع حرارتی، و فواصل عملیاتی طولانیتر بین چرخههای تعمیر و نگهداری.
انتخاب مواد: پایه عملکرد مغناطیسی کم تلفات
خواص مغناطیسی و الکتریکی مواد لمینیت سقف مطلقی را بر راندمان موتور و پاسخ دینامیکی تعیین می کند. برای لایهبندیهای استاتور و روتور سروو موتور، فولاد سیلیکونی با نفوذپذیری بالا - معمولاً فولاد الکتریکی غیر جهتدار با محتوای سیلیکون در محدوده 2٪ تا 3.5٪ - ماده انتخابی در کاربردهای سروو دقیق است.
آلیاژ سیلیکون با افزایش مقاومت الکتریکی تلفات جریان گردابی را سرکوب میکند، در حالی که درجههای نفوذپذیری بالا تضمین میکنند که مدار مغناطیسی در چگالی شار بالاتر اشباع میشود و به ازای هر واحد حجم هسته، گشتاور بیشتری تولید میکند. پارامترهای کلیدی عملکردی که باید هنگام تهیه مواد لمینیت مشخص شوند عبارتند از:
- کاهش هسته (W/kg) - اندازه گیری در چگالی شار و فرکانس خاص (به عنوان مثال، 1.0 T در 50 هرتز یا 400 هرتز برای کاربردهای با سرعت بالا). تلفات هسته کمتر تولید حرارتی را کاهش می دهد و راندمان را در سرعت عملیاتی بهبود می بخشد
- نفوذپذیری نسبی (μr) - نفوذپذیری بالاتر نیروی مغناطیسی مورد نیاز برای دستیابی به چگالی شار معین را کاهش می دهد و تولید گشتاور پاسخگوی بیشتری را ممکن می سازد.
- ضخامت لمینیت - لایه های نازک تر (0.20 میلی متر، 0.27 میلی متر، 0.35 میلی متر) تلفات جریان گردابی را در فرکانس های الکتریکی بالاتر کاهش می دهند. ضخامت مناسب به سرعت نامی موتور و پهنای باند کنترل بستگی دارد
- پوشش عایق - عایق بین لایه ای (معمولاً پوشش درجه C-5 یا C-6) از پل زدن جریان های گردابی بین لایه های انباشته شده جلوگیری می کند و ویژگی های تلفات مورد نظر هسته مونتاژ شده را حفظ می کند.
برای سروو موتورهای پرسرعت که بالای 10000 RPM کار می کنند، ممکن است به جای فولاد سیلیکونی معمولی، آلیاژهای فلزی آمورف یا گریدهای آهن کبالت مشخص شود، که اتلاف هسته را در فرکانس های بالا با هزینه مربوطه ارائه می دهد.
مهر زنی دقیق: چگونه فرآیند تولید باعث ثبات ابعادی می شود
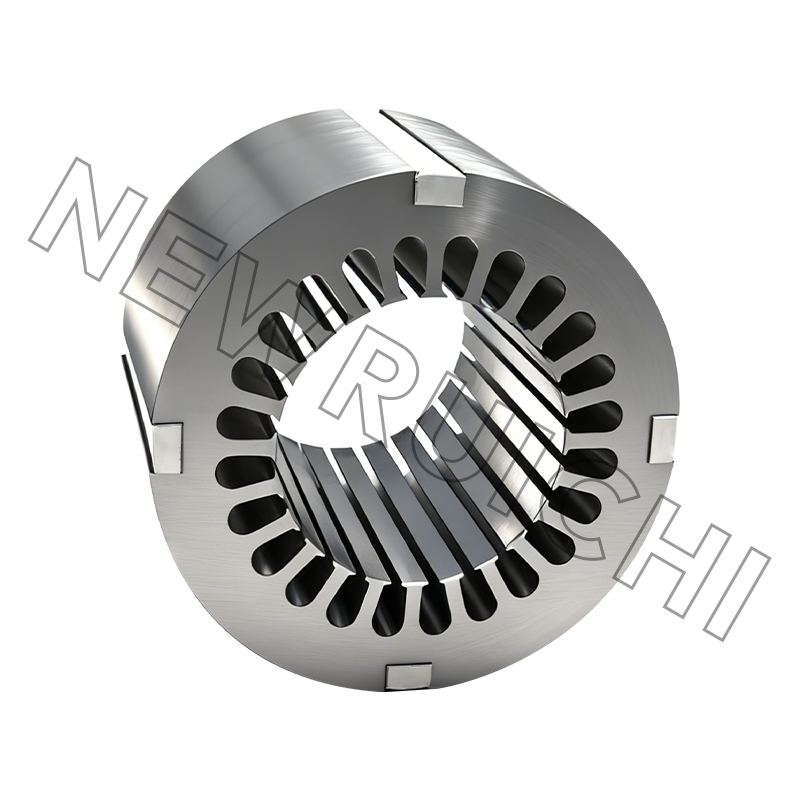
انتقال از فولاد الکتریکی خام به تمام شده لمینیت های استاتور و روتور سروو موتور به فناوری مهر زنی دقیق نیاز دارد که بتواند تحملهای هندسی محکمی را در طول دورههای تولید با حجم بالا نگه دارد. ناهماهنگی ابعادی در لمینیت ها - تغییرات در هندسه شکاف، عرض دندان یا قطر بیرونی - مستقیماً به عدم تقارن مغناطیسی در هسته مونتاژ شده تبدیل می شود و باعث ایجاد اعوجاج هارمونیک در شار شکاف هوا و افزایش قابل اندازه گیری در موج گشتاور می شود.
مهر زنی پیشرونده روش تولید غالب برای لمینیت های سروو موتور است که توان عملیاتی و تکرارپذیری لازم را برای کیفیت ثابت در مقیاس ارائه می دهد. پارامترهای کلیدی ابعادی کنترل شده در حین مهر زنی عبارتند از:
- تحمل هندسه اسلات - عرض و عمق شکاف به طور مستقیم بر ضریب پر شدن سیم پیچ و عدم تمایل مسیر شار تأثیر می گذارد. اهداف تحمل معمولی برای لمینیت های درجه سروو 0.02 ± میلی متر یا محکم تر است
- کنترل ارتفاع سوهان - فرزهای بیش از حد از ناحیه برشی مهر زنی ضخامت لایه لایه موثر را افزایش می دهد، یکپارچگی عایق را به خطر می اندازد و غلظت تنش ایجاد می کند که از دست دادن پسماند را افزایش می دهد. ارتفاع سوراخ معمولاً تا 0.05 میلی متر کنترل می شود
- صافی و کامبر - لایهبندیهای خارج از تخت، ناهمگونی انباشتهای ایجاد میکنند که خروج از مرکز و ارتعاش روتور را در سرعت کار ایجاد میکند. انحراف صافی معمولاً در 0.1 میلی متر در هر 100 میلی متر قطر لایه لایه مشخص می شود.
- هم مرکز بودن قطر داخلی و خارجی - برای حفظ شکاف هوای یکنواخت در اطراف محیط روتور، که به طور مستقیم بر محتوای هارمونیک فضایی شکل موج چگالی شار شکاف هوا حاکم است، حیاتی است.
لبههای صاف بهدستآمده از فاصله کنترلشده قالب و نگهداری منظم قالب نیز به تعادل مکانیکی در طول چرخش با سرعت بالا کمک میکند و نیروهای تحریک ارتعاش را کاهش میدهد که در غیر این صورت به صدای قابل شنیدن و سایش تسریع یاتاقان تبدیل میشود.
طراحی هسته روتور استاتور: تطبیق قطب - شکاف و بهینه سازی مدار مغناطیسی
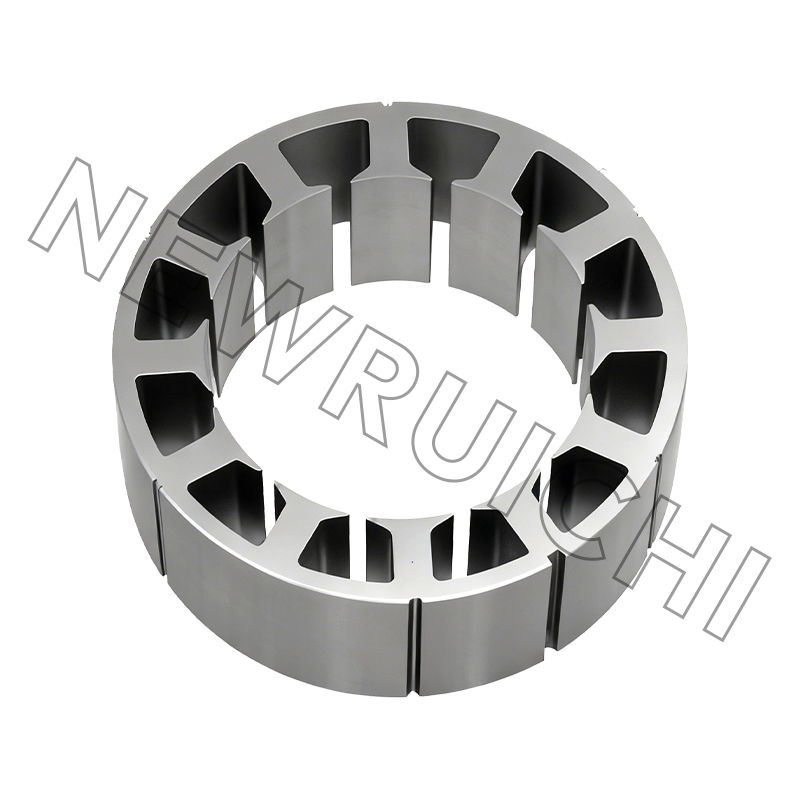
را هسته روتور استاتور پیکربندی - ترکیبی از تعداد شکاف استاتور، تعداد قطبهای روتور و رابطه هندسی آنها - متغیر طراحی اولیه است که بر بزرگی موجهای گشتاور، گشتاور چرخشی و اندوکتانس سیمپیچ در سروو موتورها حاکم است. درست کردن این ترکیب صرفاً به انتخاب یک تعداد قطب بالا یا یک عدد شکاف بزرگ نیست. این نیاز به ارزیابی سیستماتیک برهمکنش های هارمونیک بین توزیع MMF استاتور و الگوی شار روتور دارد.
ترکیبات متداول قطب - شیار مورد استفاده در طراحی های سروو موتور و ویژگی های عملکرد آنها در زیر خلاصه می شود:
| قطب / ترکیب اسلات | گشتاور گیره | فاکتور سیم پیچ | برنامه معمولی |
|---|---|---|---|
| 8P / 12S | کم | 0.866 | سروو همه منظوره، رباتیک |
| 10P / 12S | خیلی کم | 0.933 | موقعیت یابی با دقت بالا، درایو مستقیم |
| 6P / 9S | متوسط | 0.866 | سروو فشرده، دستگاه های پزشکی |
| 14P / 12S | خیلی کم | 0.933 | کم-speed high-torque, collaborative robots |
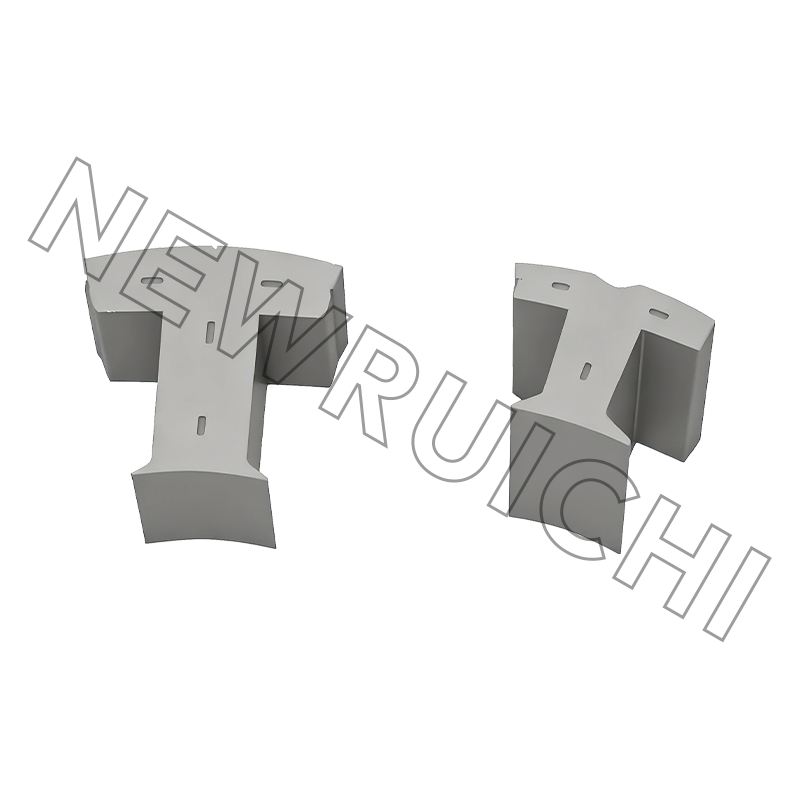
فراتر از انتخاب قطب - شکاف، ویژگیهای طراحی کمکی در هندسه هسته روتور استاتور - از جمله شیار شکاف استاتور، انحراف مغناطیس روتور، و پخ کردن نوک دندان - برای کاهش بیشتر هارمونیکهای گشتاور گیرهای اعمال میشوند. این اصلاحات هندسی در مرحله مهر ورقه ورقه ای اجرا می شوند و اجرای دقیق آنها را به همان دقت ابعادی که در بخش قبل مورد بحث قرار گرفت، وابسته می کنند.
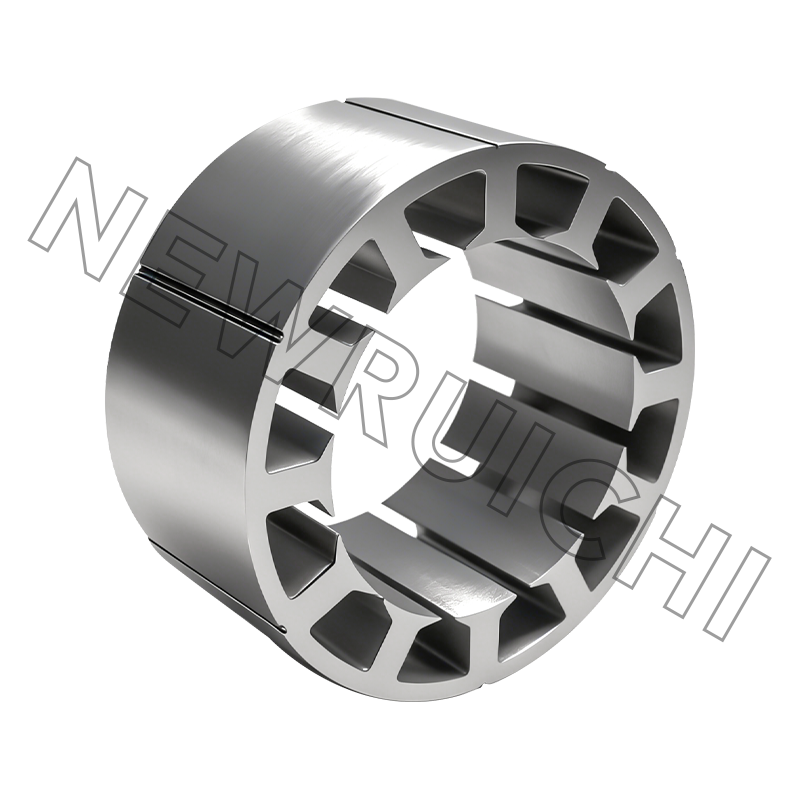
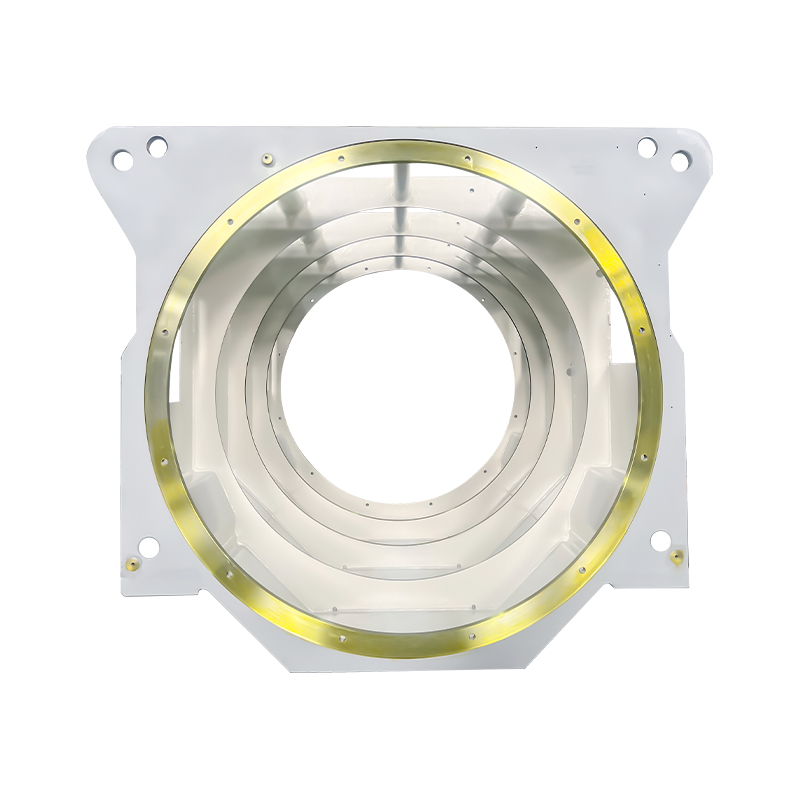
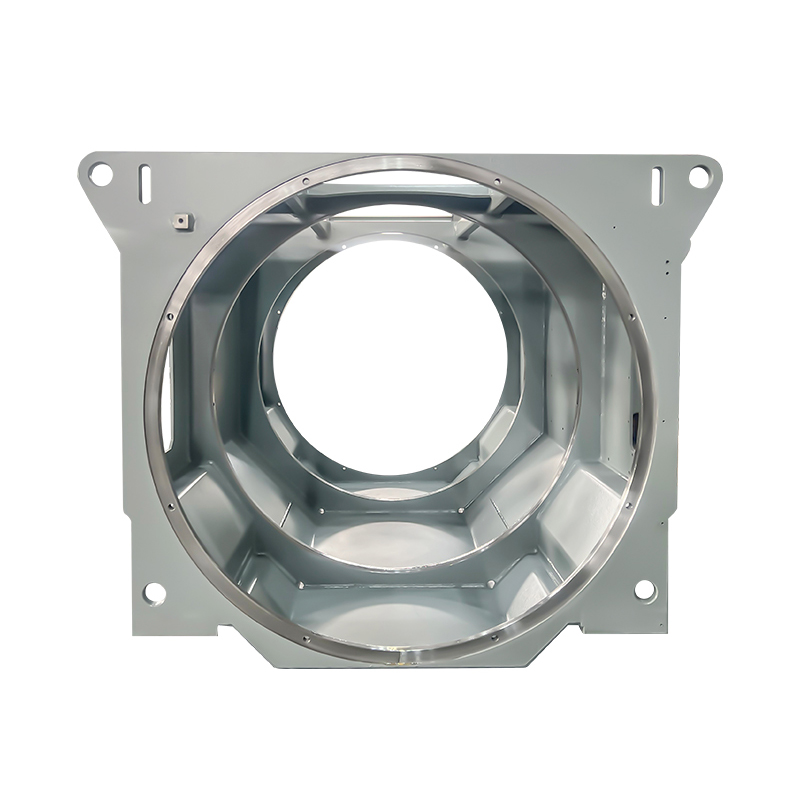
انباشته کردن، اتصال، و مونتاژ هسته: از لایهبرداری تا هستههای کاربردی
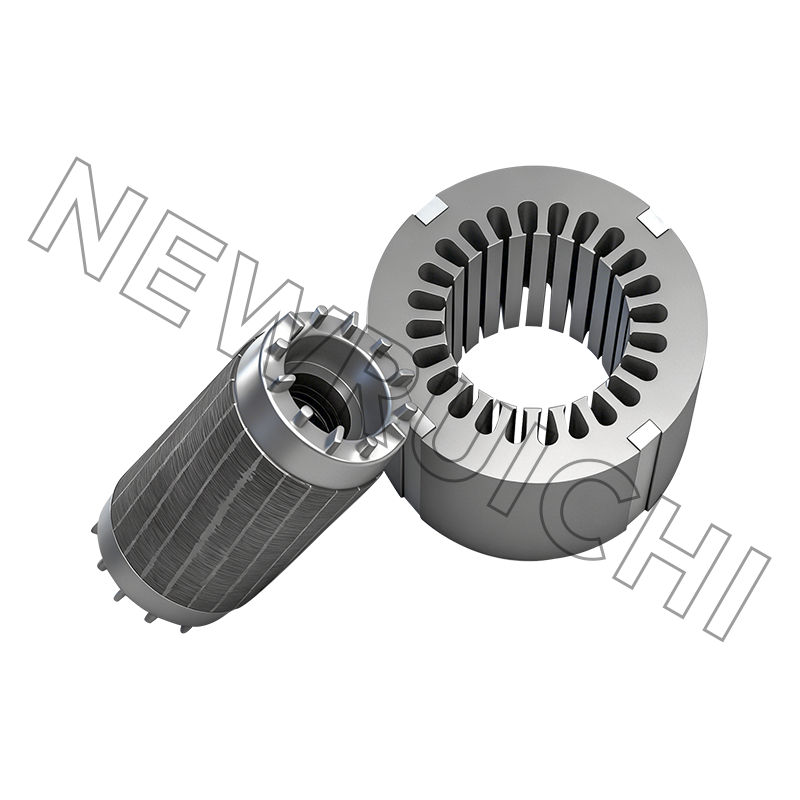
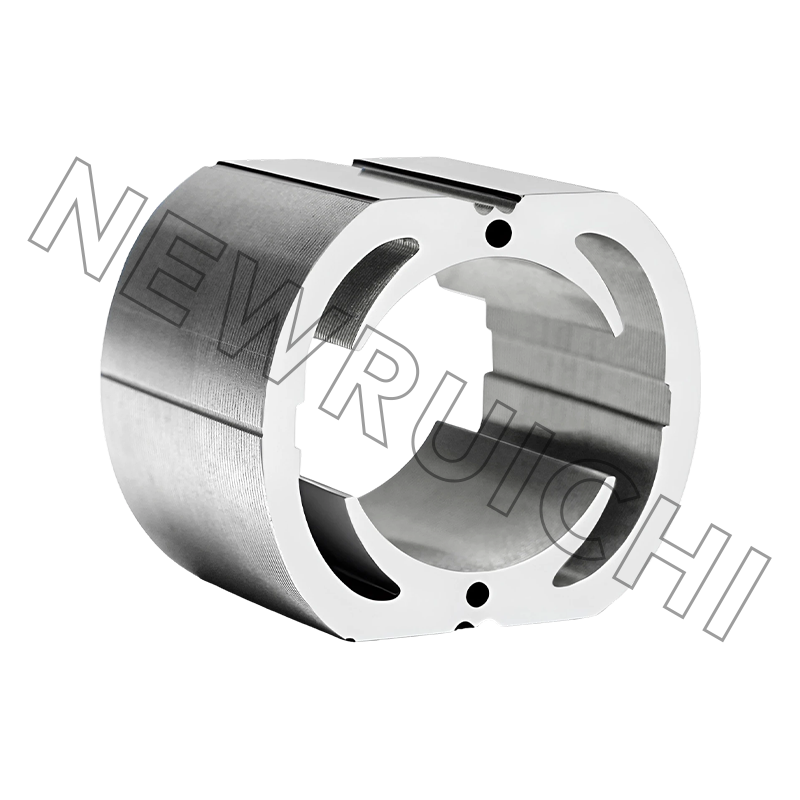
لمینیتهای استاتور و روتور سروو موتور مجزا ارزش عملکردی کامل خود را تنها زمانی به دست میآورند که در یک هسته انباشته منسجم با تماس بین لایهای ثابت و تراز محوری دقیق مونتاژ شوند. روش مونتاژ انتخاب شده بر یکپارچگی مکانیکی، عملکرد مغناطیسی و مناسب بودن برای فرآیندهای تولید پایین دستی از جمله درج سیم پیچ و تعادل روتور تأثیر می گذارد.
را primary stacking and bonding methods used for servo-grade cores are:
- بهم پیوسته (خودگیر) - فرورفتگی ها یا زبانه های مهر شده روی لایه های مجاور در حین انباشته شدن به هم متصل می شوند و انسجام مکانیکی را بدون چسب یا بست ایجاد می کنند. رایج ترین روش برای تولید در حجم بالا به دلیل سرعت و کارایی هزینه است
- جوش لیزری - مهره های جوش محوری که در امتداد قطر بیرونی هسته انباشته اعمال می شود. یک مجموعه سفت و سخت با پایداری ابعادی خوب تولید میکند، اگرچه تنش ناشی از جوش میتواند تا حدودی تلفات هسته موضعی را در مناطق آسیبدیده افزایش دهد.
- باندینگ چسب (پشته های لمینیت چسبیده) - چسب های بی هوازی یا اپوکسی که بین سطوح لمینیت اعمال می شود. تنش مکانیکی ناشی از جوشکاری یا قفل شدن را از بین می برد و خواص مغناطیسی کامل هر لایه لایه را حفظ می کند. برای هسته های سروو با نویز فوق العاده کم و با دقت بالا ترجیح داده می شود
- مونتاژ از طریق پیچ - ورقههای لایهای که روی یک سنبه دقیق تراز شده و با پیچ و مهرههای عبوری بسته شدهاند. در درجه اول برای اندازه های بزرگتر قاب استفاده می شود که در آن اتصال یا جوشکاری غیرعملی است
برای هسته های روتور در سروو موتورهای آهنربای دائم، هم ترازی دقیق انباشته محوری بسیار مهم است. ناهماهنگی بین پشته لایه لایه روتور و هندسه نصب آهنربا، مسیرهای شار نامتقارن را معرفی می کند که هم گشتاور دندانه دار و هم نویز صوتی را در حین کار افزایش می دهد.
گزینه های سفارشی سازی برای هندسه لمینیت سروو موتور
هندسههای لمینیت استاندارد رایجترین اندازههای قاب موتور سروو و پیکربندیهای شکاف قطب را پوشش میدهند، اما بسیاری از برنامههای کاربردی حرکت دقیق به طرحهای لمینیت سفارشی برای برآوردن نیازهای عملکرد، بستهبندی یا ادغام خاص نیاز دارند. سفارشی سازی هندسه لمینیت در ابعاد زیر در دسترس است:
- قطر بیرونی و داخلی - متناسب با ابعاد خاص قاب موتور یا محدودیت های یکپارچه سازی مستقیم درایو
- شکل شکاف و عرض دهانه - بهینهسازی شده برای گیجهای سیم پیچ خاص، فاکتورهای پرکننده و اهداف اندوکتانس نشتی شکاف
- هندسه نوک دندان - زاویه پخ و عرض نوک برای متعادل کردن کاهش گشتاور گیره در برابر چگالی شار در ناحیه نوک دندان تنظیم شده است.
- هندسه جیب آهنربای روتور - برای طراحیهای روتور آهنربای دائم داخلی (IPM)، شکل جیبی اثربخشی مانع شار و نسبت برجسته را تعیین میکند، که هر دو بر سهم گشتاور ریلانس و پهنای باند کنترل پویا تأثیر میگذارند.
- طول پشته - تنظیم شده برای رسیدن به اهداف چگالی گشتاور در محدودیت های بسته بندی محوری
ابزارآلات اولیه برای هندسه های لمینیت سفارشی را می توان با هزینه نسبتاً کم با استفاده از سیم EDM یا برش لیزری برای اعتبار سنجی اولیه تولید کرد، با ابزار دای پیشرونده پس از تأیید هندسه راه اندازی می شود. این رویکرد دو مرحلهای به طراحان موتور اجازه میدهد تا بر روی هندسه لمینیت بدون تعهد به سرمایهگذاری پیش از موعد ابزار با حجم بالا، تکرار کنند.
نتایج عملکرد: هسته های با کیفیت بالا چه چیزی را در برنامه ارائه می دهند
را cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- کاهش موج گشتاور - فعال کردن پروفیلهای حرکتی نرمتر در اتصالات رباتیک و مراحل تعیین موقعیت خطی، با مزایای مستقیم برای کیفیت پرداخت سطح در کاربردهای ماشینکاری و دقت مسیر در اتوماسیون انتخاب و مکان.
- دمای عملیاتی پایین تر - کاهش تلفات هسته منجر به تولید گرمای کمتر در بار نامی، افزایش عمر عایق سیم پیچ و امکان چرخه کار مداوم بالاتر بدون کاهش کاهش می شود.
- پاسخ پویا سریعتر - تلفات مغناطیسی کمتر و نفوذپذیری بیشتر، پایداری ثابت گشتاور موتور را در محدوده سرعت عملیاتی بهبود میبخشد، و از پهنای باند حلقه جریان محدودتر در درایو سروو پشتیبانی میکند.
- کاهش لرزش و نویز صوتی - مسطح بودن لمینیت کنترل شده، لبه های شکاف صاف، و تعادل دقیق روتور، نیروهای تحریک مکانیکی را که نویز قابل شنیدن ایجاد می کنند، سرکوب می کند، این نیاز به طور فزاینده ای در کاربردهای پزشکی، نیمه هادی و روباتیک مشترک مشخص می شود.
- عملکرد دسته به دسته ثابت - تحملهای ابعادی محدود در طول دورههای تولید تضمین میکند که پارامترهای عملکرد موتور در طول عمر برنامه تولید در محدوده مشخصات باقی میمانند، و نیاز به کالیبراسیون موتور فردی در مرحله یکپارچهسازی سیستم را کاهش میدهد.
در محیطهای تولیدی با چرخه بالا که سروو موتورها ممکن است دهها میلیون حرکت موقعیتیابی را در سال انجام دهند، این مزیتهای عملکردی در طول عمر عملیاتی سیستم ترکیب میشوند - کاهش مصرف انرژی، افزایش فواصل نگهداری، و بهبود کل هزینه مالکیت نسبت به موتورهای ساخته شده بر روی اجزای هسته روتور استاتور با مشخصات پایینتر..
آدرس ایمیل شما منتشر نخواهد شد. فیلدهای الزامی با * علامت گذاری شده اند



![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() تلفن/تلفن:
+86-18861576796 +86-18261588866
تلفن/تلفن:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
حق چاپ © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
تولید کنندگان هسته های استاتور و روتور
