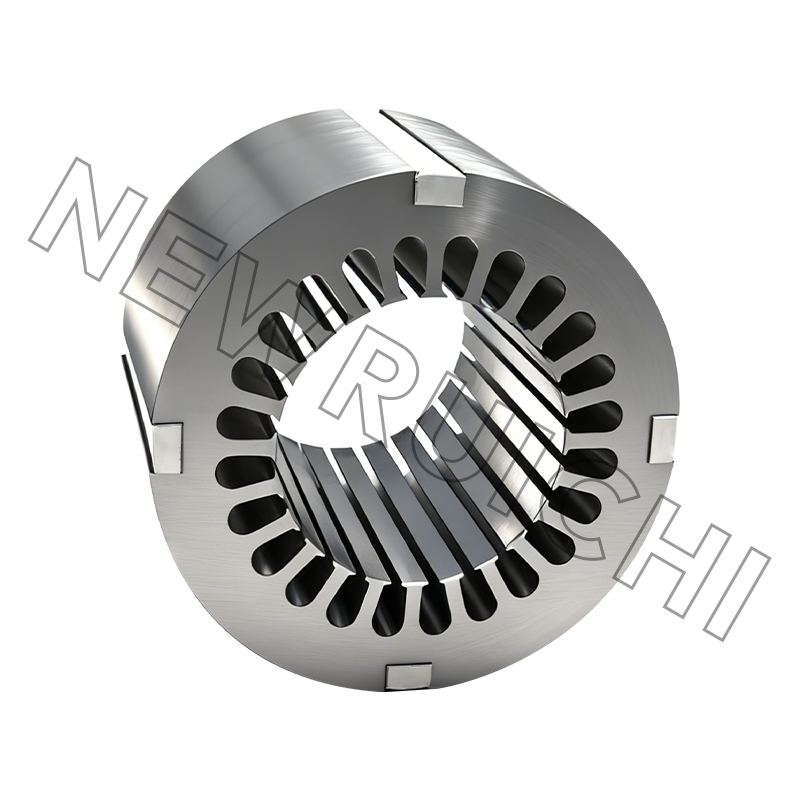
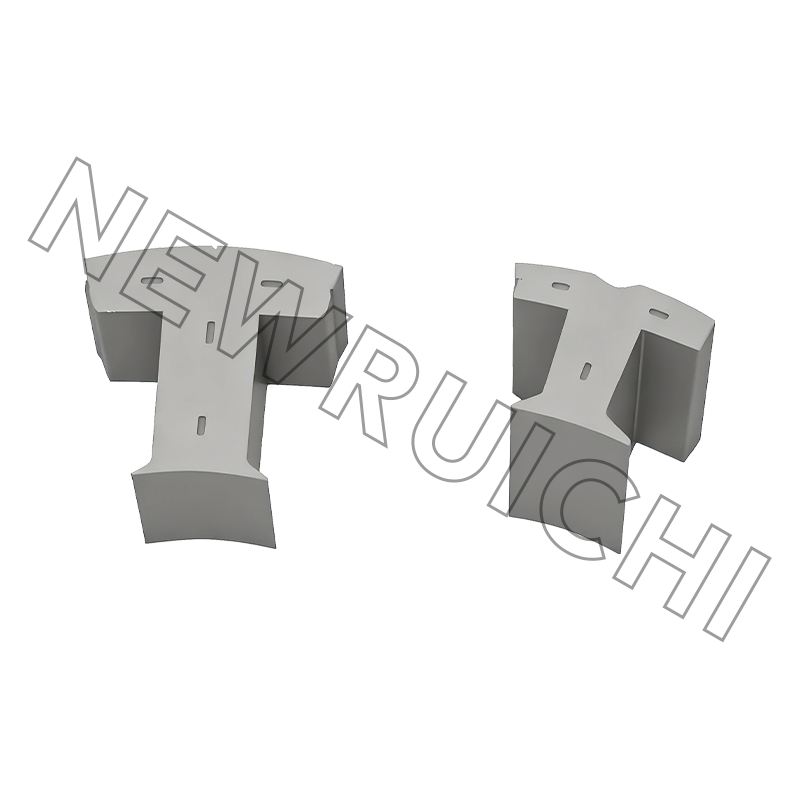
هسته چند لایه اینترلاک: دستاوردهای دقیق و عملکرد
مزیت تعیین کننده یک هسته چند لایه بهم پیوسته توانایی آن در کاهش تلفات جریان گردابی تا 95% در مقایسه با یک هسته جامد، در حالی که به طور همزمان نیاز به جوش یا پرچ در فرآیند مونتاژ را از بین می برد. این مزیت دوگانه باعث بهبود راندمان الکتریکی و سرعت تولید در تولید موتور با حجم بالا می شود.
این فناوری از انباشتن ساده فراتر رفته است. سیستمهای اینترلاک مدرن اکنون دارای ویژگیهای ریز هستند که به طور فیزیکی لایههای لایهای را در سطح نزدیک به مولکولی در طول مهر زنی به هم متصل میکنند و ساختاری یکپارچه ایجاد میکنند که در برابر فشار پیچشی موتورهای کششی با RPM بالا مقاومت میکند. درک معماری قالب مهر زنی و دینامیک برگشت فنری مواد برای مهندسانی که این هسته ها را مشخص می کنند بسیار مهم است.

مکانیک اینترلاک بدون مواد خارجی
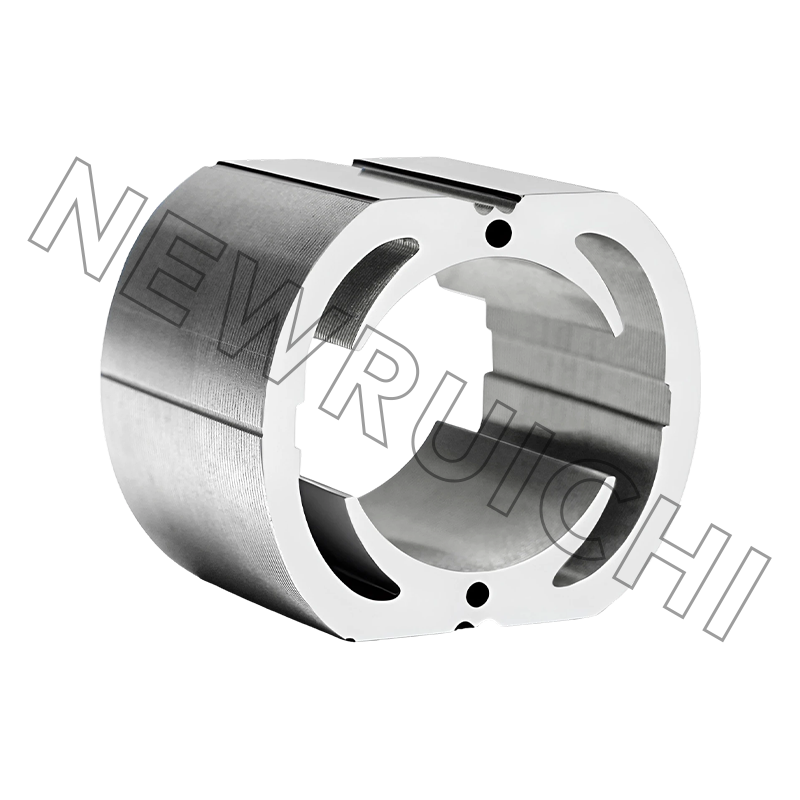
بر خلاف ساختار مرسوم هسته که بر روی گیره، پیچ و مهره یا جوش MIG در امتداد قطر بیرونی متکی است، یک هسته چند لایه درونبسته از یک تناسب هندسی برای اتصال لایهها استفاده میکند. در طی فرآیند مهر زنی با سرعت بالا، قالب پیشرونده برجستگی های استوانه ای یا V شکل دقیقی را بر روی یک لایه لایه برش می دهد که به شکاف های مربوطه روی ورق مجاور فشار می آورد. تداخل مناسب، اغلب فقط 0.02 تا 0.05 میلی متر ، یک نیروی نگهدارنده به اندازه کافی قوی ایجاد می کند تا یکپارچگی لمینیت را در طول مراحل سیم پیچ و لاک زدن حفظ کند.
حذف جوش یک جهش فنی قابل توجه است. جوشکاری یک مسیر اتصال کوتاه در امتداد آهن پشتی ایجاد می کند و نقاط داغ موضعی ایجاد می کند که نفوذپذیری مغناطیسی را کاهش می دهد. با حذف این مسیر هدایت، هستههای در هم قفل شده ساختار لمینیت واقعا ایزوله را حفظ میکنند و اطمینان حاصل میکنند که چگالی شار در کل پروفیل دندان یکنواخت باقی میماند.
کمی سازی بهبود بازده و گشتاور
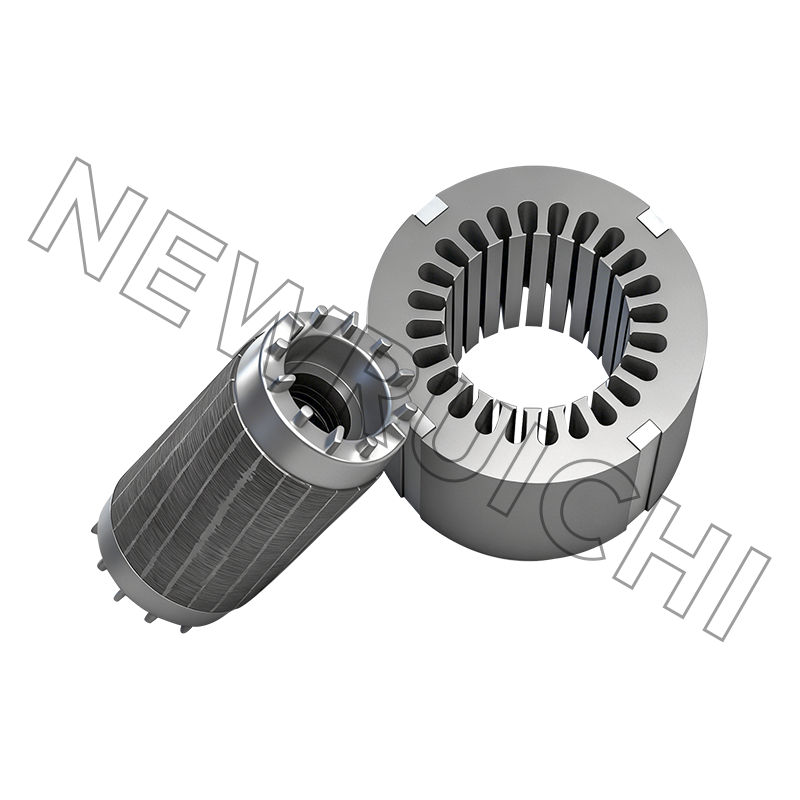
تغییر از یک هسته جوشی به یک هسته در هم قفل شده به طور مستقیم بر چگالی توان یک موتور الکتریکی تأثیر می گذارد. آزمایش بر روی یک استاتور سیم پیچ متمرکز 12 شیار و 8 قطبی عملکرد دلتا را به وضوح نشان می دهد.
| پارامتر | هسته جوش داده شده | هسته چند لایه اینترلاک |
|---|---|---|
| کاهش آهن @ 1000 هرتز (W/kg) | 48 | 38 |
| گشتاور چرخشی (mNm) | 12 | 4 |
| ضریب انباشتگی | 95% | 98.5٪ |
| افزایش دمای آهن پشت | 65 درجه سانتی گراد | 48 درجه سانتی گراد |
کاهش گشتاور چرخش به 4 میلی نیوتن متر به ویژه برای نویز، لرزش و سختی (NVH) در کاربردهای کشش خودرو بسیار مهم است. این صافی ناشی از تراز زاویهای دقیقی است که توسط ویژگیهای اینترلاک حفظ میشود و از لغزش چرخشی بین لایهها جلوگیری میکند که در طول چرخه حرارتی هستههای فشرده شده مکانیکی را آزار میدهد.
پارامترهای ابزار بحرانی برای پشته های بدون نقص
یک پروژه هسته لامینیت شده موفق در داخل قالب شکست یا موفق می شود. ویژگی اینترلاک در مراحل پایانی یک قالب پیشرونده ایجاد میشود، که نیاز به کنترل مطلق بر تغذیه مواد و فاصله پانچ تا قالب دارد. هر گونه واریانس در اینجا در ارتفاع پشته ضرب می شود.
پشت فنری و صافی سطح کنترل شده
فولاد سیلیکونی دارای مواد تقریباً فنری است 2 تا 4 درجه پس از خم شدن برای اینکه زبانه های اینترلاک به طور ایمن درگیر شوند، قالب باید زبانه را دقیقاً بیش از حد خم کند تا در یک موقعیت قفل شده در داخل حفره لایه مجاور شل شود. قالبهای پیشرفته پیشرفته اکنون از پدهای فشار سروو استفاده میکنند که تناژ را در زمان واقعی تنظیم میکنند و تغییرات سختی سیمپیچ به سیمپیچ را جبران میکنند. بدون این جبران، پشته های شل یا شکستگی لمینیت رخ می دهد.
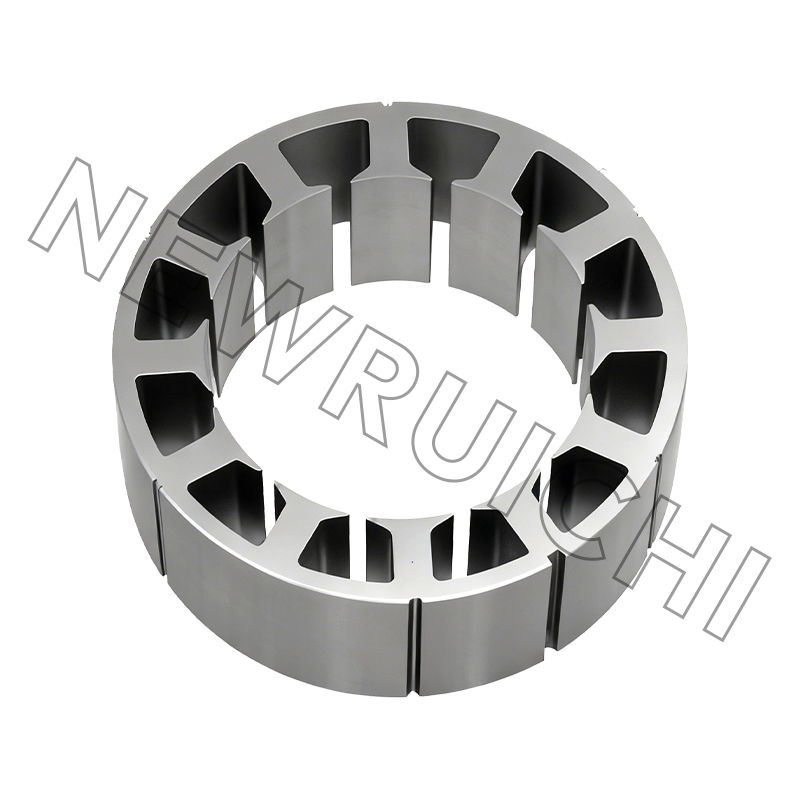
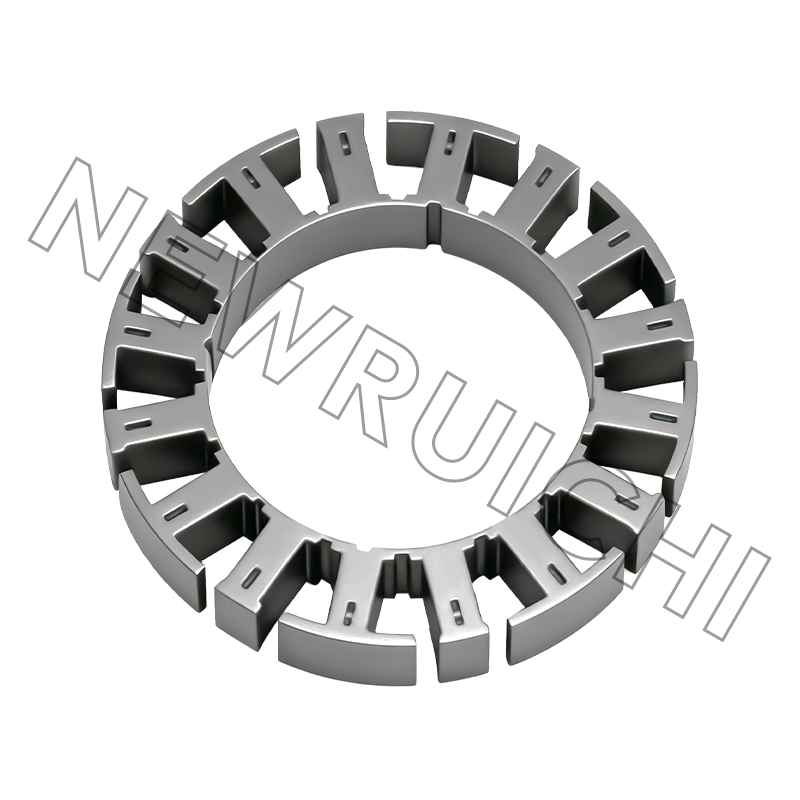
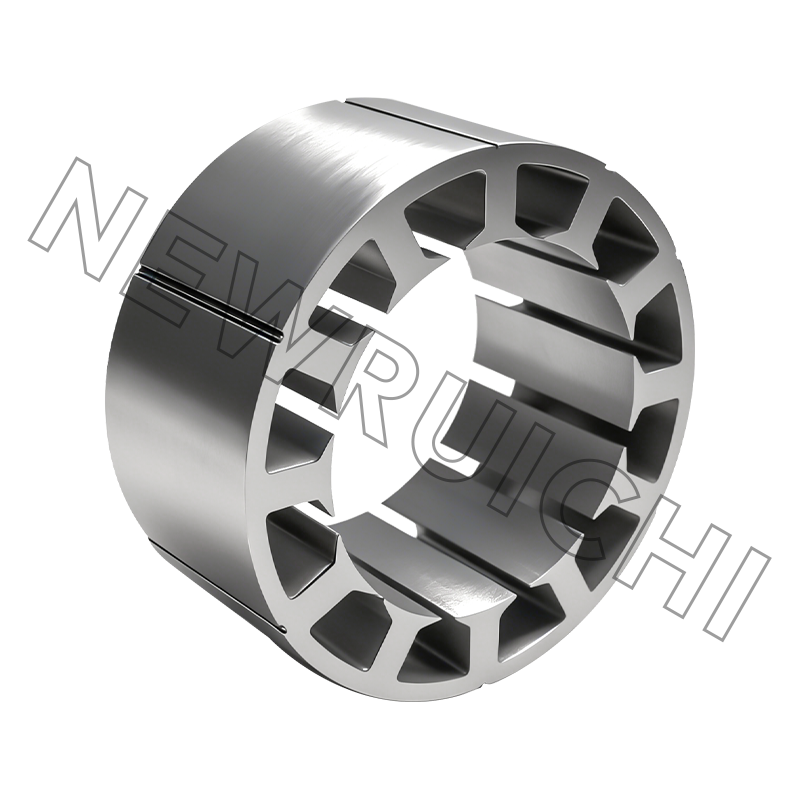
هندسه شکل و کمیت اینترلاک
هندسه استحکام برشی بلوک نهایی را تعیین می کند. بهترین روش فعلی برای استاتور با قطر 200 میلی متر از این پروفایل ها استفاده می کند:
- گودی های گرد: بهترین برای سروو موتورهای کوچک زیر 5 کیلو وات ، ایجاد نیروی نگهدارنده متقارن با کمترین تأثیر در مسیر مغناطیسی.
- اینترلاک V شکل یا دلتا: تحویل می دهد 40 درصد مقاومت در برابر کشش بالاتر نسبت به طرح های گرد با ایجاد جلوه دم کبوتر، برای موتورهای بیش از 10000 RPM ضروری است.
- مناطق فشار متغیر: تکنیکی که در آن عمق اینترلاک در ناحیه دندان استاتور برای جلوگیری از ترک خوردن لایه عایق کاهش مییابد، در حالی که حداکثر نیروی گیره منحصراً به ناحیه یوکی اعمال میشود.
محدودیت های مواد و یکپارچگی جداسازی الکتریکی
در هم تنیدگی ذاتاً پوشش اکسید عایق یا لاک روی سطح فولاد را مختل می کند. هنگامی که زبانه از روی پوشش عبور می کند، یک پل فلز به فلز ایجاد می کند. مدیریت این ریسک اتصال کوتاه چالش اصلی طراحی است. در درایوهای فرکانس بالا که از اینورترهای کاربید سیلیکون (SiC) استفاده میکنند، پالسهای تیز dv/dt میتوانند جریانهای مخربی را از طریق این قفلها القا کنند.
برای کاهش این امر، تولید کنندگان اکنون از یک اپوکسی خود باند ثانویه که در طول یک چرخه پخت فعال می شود. در حالی که قفل مکانیکی استحکام سبز را برای جابجایی فراهم می کند، اپوکسی پخته شده، شکاف های میکرو را در لبه های برش پر می کند و مقاومت الکتریکی را به بالا باز می گرداند. 5 مگا اهم در 500 ولت این فرآیند پیوند اینترلاک هیبریدی به سرعت در حال تبدیل شدن به استاندارد برای موتورهای کششی EV 800 ولت است.
پیاده سازی تأیید کیفیت In-Die
تکیه بر تست های مخرب بیرون کشیدن پشته های تمام شده منسوخ شده است. سلول های مهر زنی هوشمند اکنون حسگرهای جابجایی لیزری را مستقیماً در حفره قالب ادغام می کنند. همانطور که لمینت ها از ایستگاه اینترلاک خارج می شوند، یک سنسور ارتفاع برآمدگی زبانه قفل را اندازه می گیرد. اگر ارتفاع زبانه از هدف اسمی 0.8mm بیش از 0.03mm ، کنترل کننده پرس فوراً نفوذ رم را تنظیم می کند یا قبل از اینکه یک پشته کامل به خطر بیفتد، بخش بد را تغییر می دهد. این بازخورد حلقه بسته باعث می شود که بازدهی عبور اول بیش از حد باشد 99.9٪ ، هنگام تولید یک هسته روتور در هر 2.5 ثانیه ضروری است.
آدرس ایمیل شما منتشر نخواهد شد. فیلدهای الزامی با * علامت گذاری شده اند



![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() تلفن/تلفن:
+86-18861576796 +86-18261588866
تلفن/تلفن:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
حق چاپ © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
تولید کنندگان هسته های استاتور و روتور
